Originalets titel: "Labor and Monopoly Capital".
Översättning: Nils Kjellström
Digitalisering: Jonas Holmgren
Från teknisk synpunkt är all produktion beroende av de fysiska, kemiska och biologiska egenskaperna hos olika material och av de processer som kan baseras på dem. Företagets administrativa ledning har till uppgift att organisera arbetet och sysslar inte direkt med denna produktionens tekniska aspekt utan sörjer enbart för processens formella struktur. Men processen är inte fullständig utan sitt innehåll, och innehållet är en fråga om teknik. Tekniken består, som tidigare framhållits, till en början av yrkesfärdighet och hantverksmässig skicklighet men antar med tiden och efterhand som kunskaperna om naturlagarna ökar en alltmer vetenskaplig karaktär, som ersätter hantverkets fragmentariska kunskaper och fasta traditioner. Arbetets omvandling från arbete baserat på yrkesfärdigheter till arbete baserat på vetenskap kan sålunda sägas inkorporera ett innehåll som härrör från en vetenskaplig och ingenjörsteknisk revolution i en form som bestäms av en rigorös arbetsdelning vilken delar upp arbetet i allt mindre arbetsuppgifter. Denna utveckling gynnas av den kapitalistiska företagsorganisationen.
Med uppkomsten av modern industri, skrev Marx, "upplöstes de många synbarligen osammanhängande och petrifierade formerna av industriella processer och samlades till lika många medvetna och systematiska tillämpningar av naturvetenskaperna i syfte att frambringa givna nyttiga effekter".[1] Men som så många andra av Marx mest klargörande iakttagelser var också denna, vid den tidpunkt då den formulerades, en anticipation och en profetia snarare än en beskrivning av en existerande verklighet. Tiden för "medvetna och systematiska tillämpningar av naturvetenskaperna" hade knappt mer än randats när de citerade orden kom i tryck år 1867. Det är de sista två decennierna av 1800-talet som bildar vattendelaren och som markerar den avgörande förändringen i den roll vetenskapen spelar för produktionen. Denna förändring ställer den nämnda perioden i så stark kontrast till hela den föregående kapitalistiska utvecklingen att den knappast kan överdrivas.
Vetenskapen var den sista - och näst arbetet den mest betydande - av de samhälleliga tillgångar som förvandlades till verktyg för kapitalet. Historien om dess omvandling från en hobbybetonad verksamhet för entusiastiska amatörer, "filosofer" och kunskapssökare till våra dagars genomorganiserade och generöst finansierade forskning är i stort sett historien om vetenskapens inkorporering i det kapitalistiska företaget och dess subsidiära organisationer. I begynnelsen kostar vetenskap inte kapitalisten någonting, eftersom han enbart exploaterar de dittills samlade vetenskapliga kunskaperna, men i senare skeden börjar han systematiskt organisera och bygga ut vetenskapen, betala för vetenskaplig utbildning, forskning, laboratorier etc. Han finansierar dessa kostnader med hjälp av det väldiga samhälleliga överskott som antingen direkt tillhör honom eller som kontrolleras av hans klass i form av skatteintäkter. Vetenskapen som tidigare var en relativt fri samhällelig aktivitet inkorporeras nu med produktionen och marknaden.
Skillnaden mellan vetenskap som en allmän samhällelig egendom utan direkt betydelse för produktionen och vetenskap som kapitalistisk egendom placerad i produktionens centrum, är liktydig med skillnaden mellan den industriella revolutionen, som ägde rum under sista hälften av 1700-talet och första tredjedelen av 1800-talet, och den teknisk-vetenskapliga revolutionen, som inleddes under 1800-talets två sista decennier och som alltjämt pågår. Otvivelaktigt spelade vetenskapen en stor roll redan under den industriella revolutionen. Före kapitalismens uppkomst, d.v.s. fram till 1500- och 1600-talet i Europa, utgjorde huvudmassan av vetenskapliga kunskaper i Västerlandet ett arv från den klassiska antiken, samlade av de gamla grekerna och bevarade av arabiska lärda och i de medeltida klostren. Det tidsskede av vetenskapliga framsteg som bröt in med 1500- och 1600-talet gav visserligen några av villkoren för den industriella revolutionen, men sambandet var indirekt och otydligt inte bara därför att vetenskapen ännu inte blivit strukturerad av kapitalismen och direkt dominerad av de kapitalistiska institutionerna utan också på grund av det viktiga historiska faktum att tekniken utvecklades före vetenskapen och som en förutsättning för denna. Till skillnad från vad fallet är i modern tid var det inte vetenskapen som banade vägen för industrin; det förhöll sig tvärtom så att vetenskapen släpade efter och växte fram först till följd av de industriella insatserna. I stället för att uttrycka nya väsentliga insikter om naturens lagbundna förhållanden på ett sätt som möjliggjorde nya tekniker, formulerade den gryende vetenskapen under kapitalismens första århundraden sina generaliseringar som resultat av den teknologiska utvecklingen.[1*] Man kan som främsta exempel ta uppfinningen av ångmaskinen, som ju förkroppsligar väsentliga vetenskapliga principer och som blev den industriella revolutionens centrala arbetande mekanism. En känd vetenskapshistoriker skriver om tillkomsten av denna uppfinning:
"Hur mycket av denna utveckling bör tillskrivas värmeläran? Alla tillgängliga upplysningar antyder att dess bidrag var mycket obetydliga. Den uppfattningen kommer till starka uttryck hos en specialist på ångmaskinens historia, Robert Stuart Meikleham. I förordet till sin bok Descriptive History of the Steam Engine, utgiven 1824, säger han: 'Vi vet inte vem som myntade uttrycket om ångmaskinen som vetenskapens största gåva till mänskligheten, men faktum är att varken vetenskapen eller vetenskapsmännen haft någonting att göra med denna uppfinning. I själva verket finns det inte en maskin eller en mekanisk förbättring till vars uppkomst teoretikerna bidragit med så lite och till så ringa nytta. Ångmaskinen uppfanns, förbättrades och fullkomnades av praktiskt arbetande mekaniker - och av dem ensamma.' "[3]
Denna uppfattning styrks av det faktum att under ångkraftens tidigare utvecklingsskede den förhärskande teorin på termodynamikens område var "kaloriteorin", ur vilken, som Lindsay påpekat, "få signifikanta slutsatser om ångkraftens egenskaper kunde dragas".[4] Sammanfattningsvis skriver David S. Landes att ångkraftsteknologin förmodligen gett större bidrag till de fysiska vetenskaperna än tvärtom:
"Det påstås ofta att Newcomens maskin och dess föregångare skulle ha varit otänkbara utan de teoretiska idéer som formulerats av Boyle, Torricelli och andra, och att Watt fick mycket av sin tekniska kompetens och uppslagsrikedom från sitt arbete med vetenskapliga instrument och sitt umgänge med vetenskapsmän i Glasgow. Det ligger utan tvivel en del sanning häri, men det är omöjligt att säga hur mycket. En sak är emellertid klar: sedan principen om den separata kondensatorn väl blivit fastslagen, har teorin bidragit föga till de fortsatta framstegen på ångkraftens område. Tvärtom, den del av fysiken som omfattar termodynamiken utvecklades i hög grad som ett resultat av empiriska observationer gjorda på ingenjörstekniska metoder och prestationer."[5]
Att ställa det nu skildrade förhållandet i kontrast till det sätt på vilket vetenskapen under de senaste sjuttiofem åren utnyttjats som vägröjare för tekniken och för industriella förändringar är att belysa två mycket olika sidor av vetenskapen. De organiserade vetenskapliga yrken som vi känner i dag existerade knappast alls före andra hälften av 1800-talet. Ännu i början av nämnda århundrade var universiteten alltjämt orienterade mot klassiska studier, de vetenskapliga sällskapen befann sig i sin barndom och finansiellt stöd till vetenskapen var i huvudsak det privata initiativets sak. "Vetenskapsmännen var typiska amatörer, d.v.s. män för vilka vetenskapen ofta var en hobbyverksamhet, hur passionerat de än intresserade sig för den ... Inte förrän sent på 1800-talet ... finner man ett fast socialt underlag för stora skaror av vetenskapsmän knutna till universiteten, industrierna och regeringarna i skilda västerländska länder."[6] Ännu så sent som 1880 kunde den store engelske biologen Thomas Huxley tala om "de män som slöt upp kring den fysiska vetenskapens banér" som "i stort sett en gerillastyrka bestående av i huvudsak irreguljära trupper".
Den gamla industriepoken lämnade plats för den nya under 1800-talets två sista decennier främst till följd av framsteg inom fyra områden: elektricitet, stål, kol/petroleum samt uppfinningen av förbränningsmotorn. Vetenskaplig forskning längs teoretiska linjer spelade inom dessa områden en tillräckligt stor roll för att göra klart för kapitalägarna - och särskilt för de gigantiska företagsenheter som växte upp vid denna tid till följd av den stegrade kapitalkoncentrationen - hur betydelsefull den var för den fortsatta kapitalackumulationen. Detta gällde särskilt för de elektro-tekniska och elektromekaniska industrierna, som helt och hållet var produkter av 1800-talets vetenskap, och för den kemiska industri som började tillverka produkter på basis av kol och olja.
Historien om vetenskapens inkorporering i det kapitalistiska företaget inleds, som sig bör, i Tyskland. Det var kapitalistklassen i detta land som först åstadkom den symbios mellan vetenskap och industri som skulle visa sig vara ett av världshistoriens viktigaste fakta under 1900-talet. Det var denna symbios som skaffade fram tillräckliga resurser för två världskrig, och den tjänade också som exempel för andra kapitalistiska länder, som dock lärde sig att följa det först då de tvingats att göra det många årtionden senare. Vetenskapens roll i den tyska industrin var en kombinerad produkt av den tyska kapitalismens svaghet under inledningsstadierna och av den tyska spekulativa vetenskapens höga nivå.
De som alltjämt står oförstående till betydelsen av den spekulativa tyska filosofin skulle göra klokt i att begrunda - om inte Marx' exempel, som de står så skeptiska inför, så Hegels exempel. De skulle också ha nytta av att jämföra vetenskapens ställning under 1800-talet i å ena sidan Tyskland, å andra sidan England och Förenta staterna. "Om mycket i det samtida England måste förklaras med hänsyn tagen till Benthams filosofi, så utövade Hegel ett motsvarande stort inflytande på utvecklingen i Tyskland", skriver P. W. Musgrave i sin undersökning om de tekniska förändringarna i England och Tyskland.[7] Hegels inflytande var, poängterar han, både direkt och indirekt. Som exempel på den förra arten av påverkan erinrar han om den roll Hegel spelade för skolreformen i Preussen under 1800-talets andra decennium, och som exempel på den sistnämnda nämner han hur starkt Hegel präglade den spekulativa tyska filosofi som gav den vetenskapliga utbildningen i Tyskland dess fundamentala teoretiska gjutform. Medan England och även Amerika framhärdade i sin av det s.k. sunda förnuftet styrda empirism och därmed hämmade och motarbetade det reflekterande tänkandet och den vetenskapliga grundforskningen, så främjade och utvecklade den tyska vetenskapliga världen just dessa båda kapaciteter.[8] Det var av det skälet mer än något annat som ledarställningen inom europeisk vetenskap överflyttades från Frankrike till Tyskland kring mitten av 1800-talet. Vid samma tid satt engelsmännen enligt Musgrave fortfarande fast i "vad J. S. Mill kallade sunda förnuftets dogmatism, uppbackad av tumregler".[9]
Omkring 1870 kunde de tyska universiteten med stolthet uppvisa en imponerande samling professorer och andra akademiska lärare särskilt inom det naturvetenskapliga området. Gynnade av en lindrig undervisningsbörda och väl försörjda med högklassiga laboratorier kunde de fullfölja sina grundvetenskapliga forskningar. Industriella forskningslaboratorier av den typ som finansierades av Krupp i Essen arbetade för högtryck och blev mönsterbildande för företagsforskningen världen runt. Polytekniska institut växte upp under 1830- och 1840-talet som alternativ till universitetsundervisningen. De utvecklades senare till de berömda Technische Hochschulen, som drog till sig elever från hela världen. Det tyska lärlingssystemet, som var starkare än något annat i Västerlandet, utbildade stora mängder av förstklassiga mekaniker som fått en specialutbildning anpassad efter de nya industriernas behov.
Det sätt på vilket tyskarna föregrep den moderna utvecklingens krav kan inte illustreras bättre än med historien om den tyska kemiska industrin: "Det var Tyskland som visade den övriga världen hur man kan skapa strategiska råvaror av en sandlåda och en kolhög. Och i Tyskland var det I. G. Farben som ledde utvecklingen. IG förvandlade kemin från s.k. ren vetenskap och kommersiellt pillertrillande till en jätteindustri med verkningar på civilisationens alla faser."[10]
Tidigare hade Frankrike spelat den ledande rollen när det gällde kemisk forskning och dess tillämpning inom industrin. Detta blev fallet särskilt sedan Napoleonkrigen strypt landets tillförsel av socker, soda och andra produkter. Därigenom stimulerades den franska kemiska industrin till krafttag som gjorde Frankrike dominerande på området för de närmast följande trettio åren.[11] Det var alltså i Frankrike som tyskarna under 1800-talets första hälft lärde sig kemi. En av eleverna var Justus von Liebig, som efter studier för Gay-Lussac och andra framstående franska kemister återvände till Tyskland och lade grunden till den moderna organiska kemin, särskilt jordbrukskemin. En lärjunge till Liebig, August Wilhelm von Hofmann, for till England som lärare och blev 1845 den förste direktören för the Royal College of Chemistry. Hofmann hyste ett särskilt intresse för stenkolstjärans kemi, ett ämne som han uppmuntrade sina bästa engelska elever att studera, bland dem William Henry Perkin.
Inom detta problemområde hade kemisternas tidigaste ansträngningar helt enkelt gått ut på att göra sig kvitt stenkolstjäran genom att koka bort den. Men eftersom stenkolstjära kokar i olika stadier vid olika temperaturer, gav detta förfaringssätt upphov till en mängd varierande stenkolstjäror som genom kemiska processer kunde omvandlas till nyttiga substanser. År 1856 lyckades Perkin, då endast aderton år gammal, att utvinna det första syntetiska färgämnet ur anilin, ett derivat av stenkolstjära. Med detta syntetiska färgämne kunde man färga tyger som visade sig vara färgbeständiga när de utsattes för tvättning, för solljus och för tidens nötning. Betydelsen av denna upptäckt var att den skapade en förbindelse mellan den gamla textilindustrin och den unga stålindustrin som producerar stenkolstjära som en biprodukt vid reduktion av järnmalm med kol.
England var naturligtvis vid denna tid den största textil- och ståltillverkaren i världen, men inte desto mindre slog de engelska fabrikanterna dövörat till när de fick meddelande om Perkins upptäckt. De importerade färger och färgämnen från hela jordklotet; indigoblått från Fjärran Östern, alisarin eller krapprött från Turkiet och andra länder, och karminrött från bl.a. Mexiko. Vad Tyskland beträffar hade detta land visserligen tillgång till kol, men eftersom det gjort en sen start i kapplöpningen om kolonier hade det ingen tillgång till världens förråd av färgämnen. Nu vände sig Perkin till de tyska kapitalisterna och då de lyssnade till honom blev det denne engelsman som hjälpte dem att lägga grunden till Tysklands dominans på det kemiska industriområdet. Vid tiden för sekelskiftet sysselsatte de sex största tyska kemiföretagen över 650 kemister och kemiingenjörer, medan samtidigt hela den del av engelsk industri som sysslade med stenkolstjära inte hade fler än 30 eller 40.[12][2*] Både den brittiska och den amerikanska industrin utnyttjade vid den här tiden endast sporadiskt universitetsutbildade forskare, och detta endast för att lösa specialproblem. I Tyskland däremot hade kapitalägarna redan gått samman om en total, samordnad teknisk-vetenskaplig insats för att organisera och bygga upp industrilaboratorier, vetenskapliga samfund och handelsorganisationer och med deras hjälp lägga grunden till den moderna industrin. De mera framsynta bland de samtida nationalekonomerna i andra länder, särskilt engelsmannen Alfred Marshall och amerikanen Thorstein Veblen, insåg snart detta. Den näst Taylor troligen främste förespråkaren för scientific management, Henry L. Gantt, skrev 1910:
"En ekonomisk lag säger att stora vinster kan varaktigt tillförsäkras endast genom effektivt organiserad företagsverksamhet. Effektivitetens betydelse som ekonomisk faktor har först insetts av tyskarna, och det är detta faktum som gjort att deras industri, som ingen människa för tjugo år sedan tog på allvar, nu intar den ledande platsen i Europa, om inte rent av i världen. Man skulle naturligtvis gärna vilja veta i detalj vilka metoder tyskarna begagnat för att uppnå denna ställning. Svaret är att de insett värdet av den vetenskapligt utbildade ingenjören som ekonomisk faktor.
I USA har våra storartade naturtillgångar satt oss i stånd att göra fenomenala framsteg utan att ägna särskilt stor uppmärksamhet åt de möjligheter vetenskapen erbjuder; i många fall har framstegen åstadkommits trots våra försummelser på det vetenskapliga området. Tysklands frammarsch bör lära oss att vi nu nått den punkt där vi måste göra klart för oss att rätt industriell tillämpning av vetenskapliga rön är av vital betydelse för vårt lands framtida välstånd ... Våra universitet och högre läroanstalter domineras nu av människor vilkas utbildning varit huvudsakligen litterärt och klassiskt inriktad. De saknar i ytterlig grad förmågan att se skillnaden mellan en klassisk och en industriell tidsålder. Denna skillnad har ingenting att göra med känslor; den är reell. Ty den nation som är den industriellt mest effektiva kommer snart att bli den rikaste och mäktigaste."[14]
Redan tidigt i monopolkapitalismens era satte alltså lån från Tyskland spår i den amerikanska högre utbildningen och industrin. Det var inte bara den amerikanska bryggeriindustrin som importerade vetenskapligt tränade specialister från Tyskland, främst bryggmästare; andra industrier följde exemplet. Stålmagnaten Carnegie tog en tysk kemist i sin tjänst i början av 1870-talet, och det var till stor del tack vare denne expert som man lyckades skingra åtskilligt av den osäkerhet som vidlådde tillverkningen av tackjärn. Ett annat amerikanskt storföretag, General Electric, anställde den tyske fysikern C. P. Steinmetz, huvudsakligen för konstruktion av växelströmsutrustning.[15]
De amerikanska företagen byggde också upp sina forskningslaboratorier i början av den monopolkapitalistiska eran. Den första egentliga forskningsorganisationen i USA skapades 1876 av Thomas Edison i Menlo Park, New Jersey, i det uttryckliga syftet att bedriva systematisk uppfinnarverksamhet. De första statliga laboratorierna upprättades av jordbruksdepartementet sedan the Hatch Act antagits 1887.[3*] Av enskilda forskningslaboratorier bör först nämnas det som skapades 1886 av Arthur D. Little, vidare Eastman Kodak (1893), B. F. Goodrich (1895) och, viktigast av alla, General Electric (1900). General Motors föredrog länge att göra en stor del av sin forskning genom Charles F. Ketterings Dayton Engineering Laboratories Company (DELCO), som grundades 1909 men övertogs av GM 1919. Samtidigt inrättade det stora bilföretaget andra laboratorier, t.ex. ett som byggdes upp av Arthur D. Little Company år 1911 för att utföra materialprov och analyser. Till sist, år 1920, slogs alla GM:s forskningsaktiviteter samman under ett företag, General Motors Research Corporation i Moraine, Ohio. Bell Telephone startade sitt laboratorium 1904 och ställde det under ledning av Frank B. Jewett, medan Westinghouse inledde laboratorieverksamhet i Pittsburgh 1917. När 1920-talet gick in fanns det i USA omkring 300 företagslaboratorier, men redan 1940 hade antalet ökat till över 2.200. Vid den tiden hade företagen med över 100 miljoner dollar i tillgångar laboratorier med en genomsnittlig personal på 170 personer, medan företag med över 1.000 miljoner dollar i tillgångar hade en forskningsstab på i genomsnitt 1.250 man. Störst av alla laboratorier i världen var Bell Telephones med över 5.000 anställda.[16]
Samtidigt med dessa forskningslaboratorier kom en ökad vetenskaplig och ingenjörsteknisk utbildning i nya universitetsinstitutioner och högskolor samt en kraftig expansion av facktidskrifter, lärda sällskap, branschorganisationer med forskningsmöjligheter samt ett växande statsstöd till forskningen. Denna efterföljd av det tyska exemplet var dock en imitation av form snarare än av innehåll. Den anglosachsiska traditionen av ytlig och lättvindig empirism var ingen gynnsam jordmån för grundforskning, och industrimagnaterna, som inte kunde ge sig till tåls med en "fri och obunden" forskning, ville se handfasta och matnyttiga resultat, vad som i amerikansk jargong kallades "skruv- och mutteruppfinningar". Dessa kapitalägare gjorde sig inte besvär med att dölja det förakt de hyste för esoterisk grundforskning, trots sitt nya engagemang i vetenskapen.
Ett undantag från denna inställning utgjorde General Electric. Detta företag hade tillkommit genom sammanslagning av Edison General Electric och Thomson-Houston, och åtta år efter fusionen uppförde det fusionerade företaget sina stora forskningslaboratorier i Schenectady, de mest betydande om också inte de största av alla. Lindsay skriver om dess forskningspolitik:
"Direktörerna i detta nya företag insåg snart att den teknologiska utveckling som kunde grundas på redan befintliga vetenskapliga kunskaper visserligen var betydande men dock begränsad, och att det skulle krävas mer av sådana kunskaper i framtiden."[17] Men styrelsen för såväl detta som många andra nya företag ville inte lyssna på det örat. De hade inget sinne för vikten av det pionjärarbete som i USA utfördes av t.ex. Willard Gibbs, som försökte skapa en fysikalisk kemi genom att utnyttja termodynamiken vid studiet av kemiska reaktioner. Det arbete som krävdes av forskarna i de amerikanska laboratorierna av genomsnittstyp var fortfarande vid den här tiden präglat av traditionen från Edison med dess mödosamma "försök- och misstagsmetoder". Nu ville man emellertid på mera avancerat håll ersätta dessa metoder med strikt vetenskapliga kalkyler som skulle kunna ge snabbare lösningar. Så t.ex. gav General Electric Irving Langmuir i uppdrag att studera effekten av värmestrålningen från glödtrådarna på gaserna i en glödlampa och mäta hastigheten av glödtrådarnas förkolning.[18] Detta var vetenskaplig forskning på hög nivå. Men i andra forskningslaboratorier, särskilt bilindustrins, var intresset för "vetenskap" begränsat till att söka lösningar på akuta problem av typ bullrande växellådor, vibrationer etc. Mycket tid ägnades förstås också åt produktutformning, experiment med automatisk växling, lackeringsproblem, oljeproblem, kompressionsproblem, etc. Gemensamt för dessa forskningsuppgifter och dess styrande princip var hur snabbt de skulle komma att ge resultat som gav företaget vinst. Det var den kortsynta målsättningen som ledde till General Motors fiasko med Ketterings luftkylda motor i början av 1920-talet.
Det var först sedan Hitlers raspolitik och det tyska nederlaget i andra världskriget hade drivit en stor del av de tyska vetenskapsmännen i landsflykt som Förenta staterna kunde lägga en solid vetenskaplig grund för sin industriella makt; dittills hade denna makt i betydande utsträckning varit grundad på tekniska insatser i utlandet. Det är således först efter andra världskrigets slut som det skett ett systematiskt bruk av teknisk vetenskap inom den amerikanska industrin. Denna utveckling har fått kraftigt finansiellt stöd av både staten och de enskilda företagen, och den har stimulerats genom fortsatta tillskott av utländsk vetenskaplig kapacitet.[4*]
Ungefär i mitten av 1870-talet började den industriella revolutionens teknologiska möjligheter bli uttömda.[20] Den nya tekniskvetenskapliga revolutionen, som nu fyllde på lagret av teknologiska kunskaper, hade en medvetet målinriktad karaktär som saknats under den industriella revolutionen. I stället för spontana innovationer, indirekt framkallade av produktionsprocessens utveckling, fick man nu en planerad teknologi och produktutveckling genom att vetenskapen själv förvandlades till en vara, som köptes och såldes liksom alla andra varor och liksom arbete och övriga produktionstillbehör. Från att ha varit en positiv "extern effekt"[5*] blev vetenskapligt vetande en balansräkningspost.[21] Utbudet av varan vetenskap bestämdes, liksom när det gällde alla andra varor, av efterfrågan, med resultat att sådana saker som utveckling av nya material och utnyttjande av nya kraftkällor och produktionsprocesser blev mindre slumpartade och bättre anpassade till kapitalets omedelbara behov. Den teknisk-vetenskapliga revolutionen kan av detta skäl inte göras begriplig genom att man räknar upp ett antal isolerade uppfinningar, vilket däremot är möjligt när det gäller den industriella revolutionen, som mycket väl kan beskrivas genom att man nämner ett antal av dess nyckeluppfinningar. Den teknisk-vetenskapliga revolutionen måste fattas i dess helhet, som ett produktionssätt i vilket vetenskap och ingenjörsteknik integrerats som delar i det helas funktion. Denna revolutions "nyckeluppfinning" står inte att finna på kemins, elektronikens, aeronautikens, automationens eller atomfysikens område och inte heller i en ny produkt på något av dessa områden. "Nyckeluppfinningen" består i själva vetenskapens omvandling till kapital.
"Inom manufakturen börjar revolutioneringen av produktionssättet med arbetskraften; inom den moderna industrin börjar den med arbetsinstrumenten."[22] Så skrev Marx med hänsyftning på de hantverksmässigt arbetande verkstäder som föregick den industriella revolutionen. Vad som skedde under kapitalismens första stadium var att det traditionella hantverksarbetet delades upp i sina grundläggande arbetsmoment, vilka därefter överlämnades till detaljarbetare som enbart utförde sin lilla bit av totalarbetet. Själva arbetet förändrades således föga, vad som förändrades var arbetets organisation. Men i nästa fas, då manufakturen övergår i vad man möjligen kunde kalla maskinofakturen, rycks verktygen ur arbetarens händer och placeras i gripanordningen på en maskin. Naturens energitillgångar mobiliseras och får ge drivkraften till den maskin som övertagit arbetarens jobb, och på så sätt blir produktionssättets förändring en förändring av arbetsinstrumenten.
Detta var vad som skedde under den industriella revolutionen. Nästa fråga blir: hur förändrades därefter produktionssättet under den teknisk-vetenskapliga revolutionen? På den frågan kan man inte ge ett enkelt svar, detta därför att de vetenskapliga och organisatoriska ingreppen i arbetsprocessen under det senaste seklet har berört alla sidor av produktionen: arbetskraften, arbetsinstrumenten, arbetsmaterialen, arbetsprodukterna. Arbetet har omorganiserats och fragmenterats enligt principer som knappt ens kunde anas för ett sekel sedan. De material som nu begagnas i produktionen är så fritt anpassade till behoven att ett ständigt ökat antal industrier gått över till nya tillverkningsprocesser enbart till följd av detta förhållande. Arbetsinstrumenten, inklusive dem som begagnas inom transport och kommunikation, har revolutionerats både ifråga om kraftutveckling, hastighet och precision, ofta genom tillämpning av fysiska principer som helt skiljer sig från de traditionella. Och produkterna slutligen har omvandlats och anpassats i enlighet med marknadens och tillverkningsteknikens krav. Modern produktion tar ingenting för givet, ingenting för evigt bestående, och därför sker en ständig översyn av dess processer och prestanda. Vissa industrier har under det senaste århundradet lagt om tillverkningsprogram och tillverkningssätt inte bara en utan flera gånger. Elektronikindustrins tryckta kretsar skulle, för att bara ta ett exempel, för ett par generationer sedan ha tett sig fullständigt obegripliga både med hänsyn till det material som brukas och de processer som ingår i deras tillverkning.
I den mån dessa förändringar genomförts av hänsyn till tillverkningskraven snarare än marknadskraven - två ting som ingalunda är oberoende av varandra - så har de styrts av den ständiga strävan efter högre produktivitet, d.v.s. av önskan att få ut en allt större produktvolym ur en allt mindre insats av arbetstid. Denna produktivitetsinriktning leder till effektivare metoder och maskiner. Men i det kapitalistiska produktionssystemet är frågan om nya metoder och maskiner knuten till kapitalägarnas medvetna strävan att göra produktionsprocessen oberoende av arbetarna, att förvandla den från en arbetarstyrd till en uppifrån styrd process. I arbetsfördelningens första fas styckar, som vi sett, kapitalisterna sönder arbetet som en helhet, för att därefter återföra det till arbetarna i småbitar. Arbetsprocessen är därmed inte längre i händerna på den individuelle arbetaren, eftersom han förlorat överblicken, helhetssynen på arbetet. När detta väl har utförts, sörjer kapitalägarna för en analys av de detaljoperationer som fördelats på arbetarna för att på så sätt få grepp även om delarbetena. Det var sedan den tekniskt-vetenskapliga tidsåldern brutit in som arbetsgivarna gav sig själva uppgiften att ta hand om hela arbetsprocessen från början till slut och in i minsta detalj. "Att förbättra företagets organisation och ledning innebär", skrev H. L. Gantt, "att man avlägsnar varje tillfälligt och slumpmässigt element från produktionsprocessen och fullgör dess mål i enlighet med de kunskaper och rön som härrör från en vetenskaplig undersökning av arbetet in i dess minsta detaljer ..."[23] Medlen att nå detta mål skaffades fram av den tekniskt-vetenskapliga revolutionen.
Efter en miljon år av arbete, varunder mänskligheten skapade inte bara en komplex samhällelig kultur utan även i reell mening skapade sig själv, har under de senaste tvåhundra åren själva den biologisk-civilisatoriska grunden för denna utveckling bragts till en kris som Herbert Marcuse träffande har beskrivit som "en katastrof för människans väsen".[24] Enheten mellan tanke och handling, begreppsföreställning och utförande, hjärna och hand som redan från begynnelsen hotats av kapitalismen har under denna korta period utsatts för en systematisk upplösning med hjälp av vetenskapens och teknikens alla resurser. Arbetets subjektiva faktor har inrangerats bland de döda, objektiva faktorerna. Till arbetsmaterielen och arbetsinstrumenten fogade kapitalismen "arbetskraften" som en annan "produktionsfaktor", och i fortsättningen kom produktionsprocessen att föras vidare av företagsledningen som enda subjektiva element.[6*] Det är mot detta ideal som modern företagsledning strävar, och för att uppnå det utnyttjar man alla de medel som vetenskapen furnerar i form av produktivitetshöjande uppfinningar.
Men detta ideal kan kapitalägarna förverkliga endast inom vissa gränser och i vissa industrier. Principen om arbetarnas underordnande i en produktionsprocess helt styrd av företagsledningarna begränsas vid sin tillämpning genom arten och mångfalden av de specifika, avgörande arbetsprocesserna. Därtill kommer att principens tillämpning ger upphov till nya yrken och yrkesfärdigheter och tidigare okända specialiteter, som i begynnelsestadierna kommer att vara arbetarnas egendom snarare än företagsledningens. På så sätt kommer inom industrin alla former av arbete att existera sida vid sida: hantverk, manuellt eller maskinstyrt detaljarbete, automatiserat maskinarbete, processarbete. Långt viktigare än de nämnda operationella begränsningarna är emellertid de konsekvenser som uppkommer i form av en ständig omflyttning av arbetskraften. De vinster som ett företag gör för att öka produktiviteten friställer automatiskt en del av dess arbetskraft och tvingar den att söka sig till andra sysselsättningsområden. Dit kommer den att koncentreras i allt större mängd, eftersom dessa andra sysselsättningsområden inte har blivit och i många fall inte kan bli föremål för den mekanisering och rationalisering som präglar de modernare delarna av industrin. Slutsumman blir - inte ett bortfall av arbetskraft utan en överflyttning av arbetskraft till andra jobb och andra industrier. Denna utveckling skall granskas närmare i efterföljande kapitel.
Arbetarens degradering till ett arbetsverktyg är ingalunda ett fenomen som framträder enbart vid mekanisering av driften. Det är inte exklusivt förknippat med maskiner. I företag där maskinerna lyser med sin frånvaro eller där bara någon enstaka maskin är i bruk finner man en tendens att behandla arbetarna själva som maskiner. Den formen av "scientific management" utvecklades av Taylors närmaste efterföljare.
Det var Taylor själv som tog upp och populariserade tidsstudier som ett medel för företagsledningen att skaffa sig kontroll över jobbet. Tidsstudium kan definieras som mätning av erforderlig tid för att utföra varje deloperation som ingår i en arbetsprocess. Dess viktigaste hjälpmedel är stoppuret, graderat i fraktioner av timme, minut, sekund. Men det visade sig snart att denna metod var alltför primitiv för att tillfredsställa företagsledningarnas och produktionsingenjörernas ständigt stegrade krav på höjda prestationsnormer. Från deras synpunkt hade metoden med tidsstudier två grundläggande brister: För det första kunde olika aktiviteter studeras och analyseras endast i den dagliga praktiken, och de värden man fick fram var grova. För det andra kunde metoden endast tillämpas på vissa former av arbete. Med andra ord, Taylors universella grepp på problemet motsvarades inte av en i samma grad universell metodik.
En ny utvecklingslinje öppnades av en av Taylors mest framstående lärjungar, Frank B. Gilbreth. Han kompletterade tidsstudierna med rörelsestudier och undersökte och klassificerade de grundläggande kroppsrörelserna vid arbete, utan att binda dem till någon specifik form av arbete, där dessa rörelser förekommer. På så sätt skapades metoden att göra rörelse-tid-studier, den s.k. MTM-metoden. Den betraktar grundrörelserna som alla arbetsaktiviteters grundstenar, och varje sådan grundsten kallas en therblig, ett ord bildat av Gilbreths namn stavat baklänges.
Vid rörelsestudier, begagnar man, utom stoppuret, dels den s.k. kronocyklografen, som består av ett fotografi av arbetsplatsen på vilket arbetarens rörelser inritas, dels stroboskopiska fotografier, åstadkomna genom att kameralinsen hålls öppen medan arbetaren utför sina olika rörelser och intar sina olika positioner, samt slutligen vanliga filmbilder. Härtill kommer ett antal mera sofistikerade hjälpmedel. I sin första utformning katalogiserade MTM-systemet de olika rörelserna som standarddata i syfte att bestämma deras tidsåtgång och "förvandla proceduren från ett observations- och mätningsproblem till främst ett statistiskt problem".[26]
Forskare och MTM-specialister utformade s.k. therblig-kort, där varje rörelse gavs ett namn, en symbol, en färgkod och en tidsenhet som till en början uttrycktes i tiotusendels minuter. En handbok, utarbetad 1963 av Gerard Nadler, chef för Wisconsinuniversitetets Industrial Engineering Division, gav följande beteckningar och koder åt grundrörelserna:[27]
| G | Gripa | UD | Oundvikligt uppehåll | |||
| RL | Släppa | AD | Onödigt uppehåll | |||
| P | Inpassa | H | Hålla | |||
| PP | Förinpassa | R | Vila | |||
| A | Montera | PN | Planlägga | |||
| PA | Demontera | I | Avsyna | |||
| U | Använda | W | Gå | |||
| SH | Söka | B | Bocka | |||
| ST | Välja | SI | Sätta sig | |||
| TL | Föra lastad | SD | Resa sig | |||
| TE | Föra tom | K | Knäböja |
Var och en av grundrörelserna beskrivs i mekanistiska termer. Bocka (sig) sägs t.ex. vara en "bålrörelse i vilken höfterna gör tjänst som gångjärn". I verkligheten är de rörelser som klassificeras rörelsetyper, som alla bryts ner i undergrupper. Gripa har sålunda undergrupper:
| G1 | Kontaktgripa (exempelvis plocka upp ett litet föremål genom att fatta det med fingertopparna) | |
| G2 | Nypgripa (med tummen mot en annan fingertopp) | |
| G3 | Omfattningsgripa (med händerna slutna runt föremålet) | |
| G4 | Gripa på nytt (för att få säkrare tag) |
Grundrörelsen Föra tom definieras med hänsyn till förflyttningens avstånd, medan Föra lastad också tar hänsyn till lastens vikt. De rörelsekombinationer som erfordras för en komplett rörelse redovisas på therblig-kortet. "Therbligkortet är den detaljerade symboliska presentationen av det sätt på vilket kroppen utför arbetsrörelser", skrev Nadler i sitt nyss citerade arbete.[28]
Therbligsystemet var endast det första i en serie av standardiserade datasystem som senare konstruerades av många stora företag för internt bruk (se vidare kapitel 15) och av skilda forskningsorganisationer för allmänt bruk. Det mest populära amerikanska systemet kallas Methods-Time Measurement och har framställts av MTM Association for Standards and Research i Ann Arbor i Michigan.
Den speciella tidsenhet som används i detta system kallas TMU (Tidmätningsenhet) och den är lika med en hundratusendels timme, eller sex tiotusendels minut eller 36 tusendels sekund. Ett lättfattligt begrepp om storleken av en TMU får man om man håller i minnet att det går 28 TMU på en sekund. TMU har möjliggjort en noggrannhet i fråga om tidsvärdena som gör systemet användbart för praktisk industriell arbetsmätning. Grundrörelsen Sträcka har t.ex. kunnat uppdelas och tabuleras för olika föremål i olika lägen på avstånd varierande från en engelsk tum (25,4 mm) till trettio tum. Tidsåtgången för Sträcka kan utom för små och stora föremål och för olika avstånd tabuleras med hänsyn till om det är fråga om att sträcka handen till ett isolerat föremål eller ett föremål som ligger blandat med andra, vidare om föremålet har ett fixerat och invant läge eller om detta läge varierar något från en arbetscykel till en annan. När man exempelvis sträcker handen till ett föremål vars läge varierar något från fall till fall men i ett speciellt mätningsögonblick befinner sig 508 mm från handen, blir tidsåtgången 18,6 TMU eller 0,6696 sekund - alltså inte två tredjedels sekund, vilket skulle ge 0,6666 sekund. Vikten av denna differens illustrerar experterna med att påvisa att den under loppet av en dag kommer att uppgå till tre sekunder, eftersom rörelsen Sträcka upprepas av en arbetare tusentals gånger under hans arbetsdag.
På liknande sätt definieras övriga grundrörelser. Flytta tabuleras för föremål med en vikt på mellan 1,14 och 21,5 kilo som flyttas till en exakt eller en ungefärligt angiven plats. Rörelserna Anbringa tryck och Vrida tabuleras för tryck upp till 15,9 kilo och för vridningsvinklar mellan 30 grader och 180 grader med femtongradersintervall. Inpassa är den rörelse som utförs när handen eller fingrarna med ett eller flera små grepp placerar ett föremål i ett i förväg bestämt läge i förhållande till ett annat föremål. Denna rörelse beskrivs och tidsbestäms både för föremål som är lätta och svåra att inpassa och såväl när syftet är att göra inpassningen exakt som när det räcker med att göra den mindre noggrann. Den motsatta rörelsen, Lösgöra, tabuleras under samma villkor. Släppa definieras och tidsbestäms såväl när det är fråga om den vanliga formen av denna rörelse - att släppa genom att öppna handen - som när det är fråga om att släppa genom kontaktpåverkan, t.ex. trycka på en tangent på skrivmaskinen för att släppa fram vagnen.
Rörelser med bål, ben och fot är samlingsbeteckningen på sådana rörelser som Bocka (sig), Sätta (sig), Resa (sig), Gå.
Till sist behandlas ögonrörelser, som enligt MTM-systemet är av två slag, Ögoninställning och Ögonförflyttning. Tiden för Ögoninställning är alltid 7,3 TMU; när det gäller tiden för Ögonförflyttning har följande formel uppställts:
Ögonförflyttning = 15,2 × (T/D) TMU
T = Förflyttningslängd
D = Synavstånd
(Ögonförflyttningstiden kan aldrig överstiga 20 TMU, då möjligheten att förflytta blicken från ett föremål till ett annat enbart med hjälp av ögonmusklerna är begränsad till ungefär 70° vinkel mellan synlinjerna. Vid större ögonförflyttningar än 70° måste huvudet röras, och då är det följaktligen inte längre fråga om ögonrörelse. Ö.a.)[7*]
Nyare forskningar på arbetsstudieområdet har inriktats på att försöka avlägsna de brister som är inneboende i system som bygger på standardiserade data. Sådana system tar nämligen inte hänsyn till det faktum att mänskliga rörelser utförs flödesvis och inte som serier av isolerade rörelsemoment. Man har därför försökt komma fram till en metod som gör det möjligt att registrera och mäta arbetsrörelser som ett kontinuerligt flöde. Härvid har man begagnat sig av de mest skiftande hjälpmedel, från radar, accelerationsmätare, fotoelektriska vågor, magnetfält, filmbilder, radioaktiv strålning och ljudvågor. Det har visat sig att undersökning av ljudvågor med tillämpning av den så kallade Dopplerprincipen[8*] är den lämpligaste metoden.
En ohörbar ljudkälla (20.000 svängningar per sekund), en transduktor, placeras på den kroppsdel vars rörelser skall studeras. Tre mikrofoner, var och en uppsatt på tre meters avstånd från en tänkt arbetsplats om en kubikmeter och anbringade så att de representerar de tre rumsliga dimensionerna, tar upp det ökande resp. minskande antal svängningar som kommer från ljudkällan allteftersom denna rör sig i riktning mot eller från mikrofonerna. Dessa varierande svängningar förvandlas till motsvarande elektriska vågor vilkas spänning blir proportionell till kroppsrörelsernas hastighet. De tre rörelsehastigheterna registreras på ett magnetband eller plottas på ett oscillogram och kan summeras genom vektoranalys. Total acceleration och totalt avstånd kan härledas och matematiskt databehandlas för analys. Denna metod har fått namnet Universal Operator Performance Analyzer and Recorder (UNOPAR) och den har visat sig vara en utomordentlig tidmätare, med en precisionsavvikelse på endast 000066 minuter, en fin prestation även om den inte kan jämföras med elektroniska tidtagare som är exakta på en miljondels sekund när. (Sistnämnda tidtagare, konstaterar Gerald Nadler med beklagande, kan emellertid endast användas vid experiment och lämpar sig inte för tidrörelse-studier på arbetsplatser.)[30]
För mätning av arbetsrörelsernas energiåtgång begagnar man sig av fysiologiska modeller. Syreförbrukning och hjärtverksamhet är de vanligaste indikatorerna. Dessa båda processer kartläggs med hjälp av syreförbrukningsmätare och elektrokardiogram. Energi överförd såväl från som till kroppen mäts av piezoelektriska kristaller infogade i stativet till en s.k. kraftplattform. En annan variant presenteras i en artikel i International Journal of Production Research betitlad The Quantification of Human Effort and Motion for the Upper Limbs. Artikeln handlar om en konstruktion kallad "the exoskeletal kinematometer", alltså en apparat för mätning av rörelsefenomen i exoskelettet eller hudskelettet under arbetsutövning.[31] Ögonrörelser mäts med hjälp av fotografiska tekniker och elektrookulografi, varvid man begagnar sig av elektroder placerade intill ögat och på så sätt får registrerat rörelser i ögonglob och ögonlock.
De data som skaffas fram genom alla dessa skiftande metoder, från de grövsta till de mest raffinerade, utnyttjas av industriella forskare och praktiker till att mekanisera den "mänskliga faktorn" så att den anpassas till arbetsprocessen. Anhopningen av sådana data befriar företagsledningarna från mödan att mäta tidsåtgången för varje enskild operation, och därmed undslipper man de med en sådan procedur förenade slitningarna i förhållandet till arbetarna. Samtidigt befrias arbetarna från den olustiga känslan att deras rörelser, arbetssätt och tidsåtgång med åtföljande kostnader för företaget blivit förhandskalkylerade innan de ännu anställts och kanske t.o.m. innan fabriken uppförts. Att i dessa kalkyler vissa "mänskliga" eftergifter gjorts för arbetarnas behov av vila, kaffepauser och toalettbesök är en klen tröst. På basis av de insamlade standarddata kan företagsledningarna enbart med hjälp av papper och penna fastställa en lämplig kombination av prestationsnormer för varje typ av jobb.[9*] Företagsledarna accepterar dessa standarddata som "objektiva" och "vetenskapliga" och de ges därmed den erforderliga auktorisationen. Under senare år har denna "objektivitet" och "vetenskaplighet" ytterligare understrukits genom att rörelse-tid-studierna gjorts till föremål för databehandling. I förekommande fall kan datorernas aktivitet kompletteras med extra rörelse-tid-studier.[10*]
Den ledande principen vid alla arbetsstudier är grundad på den rådande synen på människan som en maskin. Sett från företagsledningens ståndpunkt är ett sådant synsätt inte bara utomordentligt rationellt; det ger själva grunden för all industriell planering. Ledningen är inte intresserad av arbetaren som person utan som verkställare av ett jobb; han eller hon är en mekanism utrustad med gångjärn och kulleder. Betraktelsesättet kommer till klart uttryck i en artikel i the British Journal of Psychiatry med den talande rubriken "Teori om operatörsbeteende i kontrollsystem", där det heter:
"... som element i ett kontrollsystem kan människan betraktas som bestående av följande ting: 1) sensoriska eller förnimmande organ; 2) ett beräknings- eller databehandlingssystem som ger sina svar på basis av tidigare erfarenheter; 3) ett förstärkningssystem bestående av nervtrådar och muskler; 4) mekanistiska förbindelsebanor genom vilka muskelarbetet får synliga verkningar."[35]
I formuleringar som dessa finner man inte bara en terminologi lånad från maskinanalogier, inte bara pedagogiska metaforer och didaktiska grepp; man finner också själva den verkande principen för det kapitalistiska produktionssättet, principen att låta en klass av människor sätta igång en annan klass av människor. Denna "reduktionsprocess" riktad mot en part återspeglar både kapitalismens sätt att utnyttja arbetskraften och dess sätt att handskas med de mänskliga värdena.
Strävan att tilldela arbetaren rollen som ett slags universalmaskin styrd av företagsledningen är en av de många utvägar som prövats för att uppnå ett och samma mål: att eliminera arbetskraften som subjektivt element i produktionsprocessen och förvandla den till objekt. Samtliga arbetsoperationer ner till de minsta detaljerna koncipieras, utformas, mäts och anpassas till på förhand fastställda prestationsnormer. Samtidigt sker en på förhand utformad arbetarupplärning i företagsledarnas och teknikernas regi. Det mänskliga instrumentet, arbetaren, brukas i enlighet med tillverkningsmaskineriets krav och kommer mest av allt att likna specifikationen för en maskinkapacitet. Alldeles som en ingenjör har klart för sig en motors varvtal, dess behov av elektrisk energi och det effektivaste smörjmedlet till den, så försöker han fastställa data för den mänskliga arbetarens effektivaste kroppsrörelser vid ett givet arbete. I det ena som det andra fallet lämnas ingen plats för slumpen, och arbetsresultatet är i båda fallen förhandsberäknat. Ledningen tar med i räkningen inte bara den mänskliga organismens fysiologiska egenskaper sådana de kommer till synes i de uppmätta standarddata, utan den kalkylerar också med tendenserna hos det arbetskollektiv som samverkar och i vilket varje arbetare tillsammans med varje maskin ingår som en del, tvingad att arbeta i en genomsnittstakt överensstämmande med den på vilken ledningens resultatkalkyl är grundad.[11*]
Ytterligare en sak bör till sist noteras. Enligt företagsledningarnas uppfattning liksom även enligt gängse praxis som dikteras av dem kommer rörelse-tid-studier, efterhand som de tillämpas på allt flera yrken och sysselsättningar, att åstadkomma en ytterligare upplösning av arbetets konkreta former och göra det helt styrt av de klassificerade "grundrörelsernas" schema. En sådan mekanisk uppövning av mänskliga förmögenheter erinrar om det av Marx skapade begreppet "abstrakt arbete". Han begagnade detta begrepp för att klargöra en varas värde på grundval av den volym arbete som är nedlagd i den, men "abstrakt arbete" är inte något som existerar bara i inledningskapitlet till "Kapitalet" utan det existerar också i kapitalistens, företagsledarens och produktionsingenjörens medvetande. Det är just deras "yrke" att sörja för att arbetet inte blir betraktat som en mänsklig angelägenhet utan som något abstrakt och i total avsaknad av konkreta kvaliteter, en universell aktivitet bestående av ständigt upprepade mekaniska rörelser som, i förening med de andra ting som kapitalet kan köpa - maskiner och material till exempel - åstadkommer en produktion som resulterar i en kapitalvolym större än den som ursprungligen investerades i produktionsprocessen. Mänskligt arbete i form av standardiserade "grundrörelser" görs på det sättet till en utbytbar faktor i produktionen, den närmast tänkbara motsvarigheten i levande livet till vad Marx i sin analys av det kapitalistiska produktionssättet kallade "abstrakt arbete".
Maskiner kan studeras, beskrivas och klassificeras på basis av valfria kriterier, t.ex. deras drivkraft, komplexitet, fysikaliska principer etc. Men från början är man nödsakad att välja mellan två i grunden olika betraktelsesätt. Man kan antingen se på maskinen som ett teknologiskt faktum och beskriva den uteslutande med hänsyn till dess konstruktion och inre uppbyggnad, eller man kan se på den som en social företeelse, gjord av människohand, och ställa in den i dess förhållande till den mänskliga arbetskraften.
Exempel på det förstnämnda synsättet, det teknologiska, finner man i Abbott Payson Ushers A History of Mechanical Invention. Usher nämner först två 1800-talsforskare, Robert Willis och Franz Rouleaux, vilkas definitioner av begreppet maskin han citerar. Först Willis' definition:
"Varje maskin består av ett antal delar, förbundna med varandra så att om en del sätts i rörelse överförs rörelsen till alla andra delar i varierande former, beroende på hur varje del är förbunden med den första delen."
Rouleauxs definition lyder:
"En maskin är en kombination av motsträvande kroppar så inplacerade att de tvingar mekaniska naturkrafter att utföra arbete i förening med vissa rörelser av maskin."
Usher ansluter sig till detta betraktelsesätt och beskriver maskinernas utveckling i följande ordalag:
"Varje enskild maskindel har på ett alltmera genomtänkt sätt blivit ansluten till övriga delar, så att möjligheten att utföra någon annan rörelse än den önskade successivt uteslutits. Denna begränsande effekt har med tiden gjorts mer och mer komplett, och efterhand som den fulländats har maskinen blivit mera mekaniskt fulländad. Detta resulterar i en absolut och kontinuerlig kontroll av maskinens rörelser."[37]
I Rouleauxs analys blir således begränsningen av maskinens rörelsemöjligheter kriteriet på mekanisk perfektion. Dåligt anpassade och dåligt kontrollerade maskiner ersätts efterhand med maskiner som kan kontrolleras i detalj.
Ur teknisk synpunkt är värdet av en sådan analys uppenbart. Mekanismens precision och graden av dess automatiska och självverkande karaktär avgörs av i vilken utsträckning konstruktören lyckats eliminera "varje rörelse utom den önskade" och i vilken grad han lyckats uppnå en "absolut och kontinuerlig kontroll av maskinens rörelse".[12*] Men vad som saknas eller i varje fall endast underförstås i definitionen är en beskrivning av maskinens relationer till arbetsprocessen och arbetaren. Hur annorlunda Marx angrep definitionsproblemet framgår av följande citat ur "Kapitalet":
"Arbetsmaskinen är alltså en mekanism som, då den satts i rörelse, utför samma operationer med sina verktyg som arbetaren förr utförde med liknande verktyg. Det spelar ingen roll, om drivkraften nu utgår från människan eller i sin tur kommer från en annan maskin. När det egentliga verktyget överförts från människan till en mekanism, har en maskin trätt i stället för det vanliga verktyget. Även om människan själv förblir den förnämsta motorn, så är skillnaden genast märkbar."[38]
För Marx är detta första steg, överförandet av människans verktyg till en maskin, utgångspunkten för den utveckling som från enkla maskiner leder fram till automatiserade maskinsystem. Som fallet är när det gäller alla Marx' viktiga iakttagelser har denna inte tillkommit av en slump. Bland en mångfald tekniska karakteristika utväljer han det särdrag, som utgör kopplingspunkten mellan människan och maskinen, nämligen teknikens effekt på arbetsprocessen. För Marx är det tekniska inte något som kan betraktas isolerat, som ett "teknologiskt faktum", utan det måste alltid ses i relation till arbetaren.[13*]
En analys av maskinen i rent tekniska termer, t.ex. med hänsyn till dess drivkraft eller dess underliggande vetenskapliga principer, kan visserligen leda till en hel del för ingenjören värdefulla informationer, men sådana beskrivningar av maskinen "i sig" har föga betydelse för förståelsen av maskinens sociala roll. Från det ögonblick vi börjar uppmärksamma denna sistnämnda aspekt kommer även de rent tekniska beskrivningarna att gruppera sig kring den, och vissa utvecklingslinjer börjar skymta, vilka skulle kunna leda fram till en "teknologins kritiska historia". Någon sådan historia hade inte skrivits på Marx' tid - en sak som han själv påpekade - och vi kan fortfarande inte upptäcka ens början till en sådan kritisk framställning. Men om en sådan historia såg dagen skulle vi få grunden för en maskinernas taxonomi, ett klassificeringssystem, och därtill skulle vi få en klassificering av de egenskaper hos maskinen som kapitalägarna begagnar för att organisera och kontrollera arbetsprocessen.
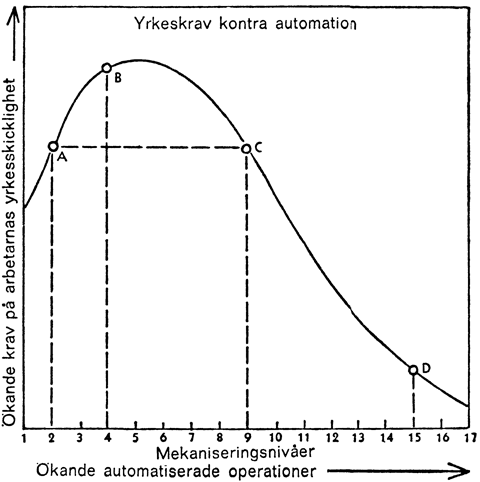
En del sociologer har försökt beskriva breda produktionssystem, s.k. teknologiska varianter. Den brittiska forskaren Joan Woodward har delat upp produktionen i tillverkning av "integrala" eller odelade produkter, som framställs i styckeproduktion eller kort serieproduktion, och "dimensionala" massprodukter som framställs i lång serieproduktion eller i processproduktion - som särskilt förekommer inom kemisk industri - samt i blandproduktion, där antingen standardiserade komponenter tillverkas i stora serier och sedan samlas i en massproduktionsprocess eller produkterna förbereds i en massproduktionsprocess och sedan bryts ner i mindre enheter, som styckeproduceras för förpackning och försäljning.[40] En amerikansk sociolog, Robert Blauner, delar i sin tur in produktionen i fyra slag, nämligen hantverk, maskindrift med hjälp av maskinskötare, transportbandstillverkning och flödes- eller massproduktion.[41] Till skillnad från dessa metoder för vad man skulle kunna kalla "klassifikation med hagelbössa" har James B. Bright vid Harvard Business School prövat ett mera exakt prickskytte i sin analys av maskinens betydelse för arbetsprocessens utformning.[42] Han laborerar med en "mekaniseringsprofil" på sjutton olika nivåer med tillämpning på ett stort antal produktionsprocesser och deras sätt att utnyttja varierande mekaniseringsgrader. Den fråga Bright försöker besvara lyder: "På vilket sätt ersätter olika grader av maskinell fulländning människans muskler, hennes mentala processer, hennes omdömesförmåga och hennes olika kontrollmöjligheter?"[43] Bright själv karakteriserar sin metod som "den hittills enda teori som förbinder maskinerna och deras utveckling med de mänskliga arbetsinsatserna".[44] Man bör observera att Bright tills dato är den ende forskare inom den akademiska världen som prövat på detta slags detaljanalys av vad maskinerna faktiskt uträttar när de görs mer och mer automatiska, och han är likaså den ende, som försökt reda ut vad arbetarna måste veta om dem och deras skötsel. Brights slutsatser skiljer sig också radikalt från dem som bygger på mer eller mindre kvalificerade gissningar.
Ur denna synpunkt blir nyckelfaktorn i maskinutvecklingen inte vare sig maskinens storlek, dess mer eller mindre komplicerade uppbyggnad eller dess hastighet, utan det sätt på vilket dess operationer kontrolleras. Mellan tillkomsten av den första skrivmaskinen och den elektriskt drivna kullagermaskinen ligger en hel utvecklingshistorisk epok, men trots detta har ingenting väsentligt förändrats när det gäller styrningen av skrivmaskinens aktiviteter eller förhållandet mellan operatören och maskinen. Arbetsprocessen har mer eller mindre förblivit densamma, hur mycket mer raffinerad maskinen än blivit. Appliceringen av icke mänskliga kraftkällor på olika handverktyg som borrar, sågar, slipverktyg, skruvnycklar, mejslar, nithammare, lastkärror, sandningsapparater etc. har inte förändrat förhållandet mellan arbetare och maskin. I alla dessa verktygsformer förblir verktygsstyrningen i händerna på arbetaren, vilka nya egenskaper de än må besitta.
Det är först sedan verktyget fått ett förhandsbestämt arbetsspår, ett fixerat operationsförfarande i enlighet med inbyggda egenskaper hos maskinen själv, som maskineri i modern mening börjat utvecklas. Borrmaskinen, svarven utrustad med glidningsmotstånd, symaskinen och stickmaskinen frammatar skärande verktyg eller nålar i arbetsspår som skurits in i resp. maskins stomme eller någon av dess delar. Slipmaskinen vrider sig i ett spår bestämt av dess axel och riktning, och saxmaskinens roterande blad, pålhammarnas och fallhejarnas huvuden faller i enlighet med de mekanismer som är inbyggda i deras konstruktioner.
Men detta utgör bara första steget på vägen till de verkligt moderna maskinernas utveckling. Det förhandsfixerade arbetsspåret öppnar nya möjligheter för maskin- och arbetskontroll med hjälp av kamaxlar och automatiska växlar, men till att börja med siktar nykonstruktionerna - som Bright framhåller - endast till att låta maskinen genomföra en enda arbetscykel. Det skärande verktyget på en svarv eller borrjärnet på en borrmaskin förbinds t.ex. med kraftkällan på ett sådant sätt, att när kontakten sluts pressas verktyget mot arbetsstycket med förhandsbestämd hastighet och till förhandsbestämt djup, varpå det efter slutfört arbetsmoment återförs till sin tidigare position. Man kan emellertid göra det möjligt för maskinen att upprepa denna separata cykel, vilket sker i exempelvis en hyvelmaskin. Maskinen drar arbetsstycket i hela dess längd mot hyveljärnet, avlägsnar hyvelspånen och återförs därpå till sin tidigare position för att upprepa processen; under tiden flyttas det hyvlande verktyget så att spånen i nästa fas kan avlägsnas. På så sätt fortgår processen utan mänskligt ingripande.
När den separata arbetscykelns problem är löst, återstår bara ett ytterligare mekaniseringssteg till konstruktion av mångfunktionerande maskiner. Sådana maskiner utrustas med en inre mekanism som styr dem fram genom en serie av olika operationer enligt ett förhandsbestämt mönster. På denna princip bygger den automatiska karusellsvarven, som i ett rörligt torn för en uppsättning skilda verktyg. När ett verktyg genomfört sin arbetscykel, matar tornet fram nästa verktyg för en annan arbetscykel. I sådana maskiner är den totala operationssekvensen antingen en gång för alla inbyggd i konstruktionen, eller också kan man genom att ändra de inre regleringsanordningarna, axelkamrar och automatväxlar, anpassa maskinerna till att utföra endast en del av hela operationsserien. Som exempel på konstruktioner, där hela operationssekvensen är inbyggd en gång för alla, kan nämnas tvättmaskiner avsedda för hushållsbruk, även om de olika operationsförloppens längd kan ändras och vissa av dem t.o.m. uteslutas.
Det karakteristiska för samtliga de maskiner som hittills nämnts är att de i sitt nuvarande utvecklingsskede har sitt aktionsmönster inbyggt i själva konstruktionen och följaktligen inte påverkas av vare sig yttre styrning eller av de egna arbetsresultaten. Deras sätt att arbeta är därmed inte automatiskt utan förutbestämt.
Mellan det nu beskrivna och det nästa utvecklingsstadiet ligger en väsentlig skillnad. Det påföljande stadiets maskiner styrs nämligen utifrån, på basis av informationer härrörande från en extern källa. Detta kan ske t.ex. genom mätning av maskinens arbetsavkastning. Det är en enkel sak att på en tidningspress montera ett räkneverk, som anger hur många tidningsexemplar som i ett givet ögonblick gått igenom pressen, och lika lätt är det att kombinera räkneverket med en mekanism, som stoppar pressen eller avger en signal när det önskade antalet tidningar lämnat pressen.
Det klassiska exemplet på en maskin som reglerar sin egen hastighet genom att själv mäta sin effekt eller avkastning är centrifugalregulatorn, som Watt använde i sin ångmaskin. Enklast består den av två metallkulor fästa vid de nedre ändarna av två stänger som är rörliga kring en roterande vertikal axel. Av centrifugalkraften kastas vikterna uppåt-utåt, högre ju högre maskinens varvtal är. Denna rörelse påverkar t.ex. ventilen i en ångmaskin så att ångtillförseln stryps eller ökas, och den kan användas för styrning av motsvarande regleringsfunktioner i andra, mera avancerade maskinella processer, exempelvis kontrollstansning. Det finns t.o.m. högmoderna maskiner som kan mäta sina resultat under operationens gång och anpassa dessa till fastställda produktionsplaner.
Denna en maskins förmåga att arbeta med hjälp av information från yttre källor eller på basis av data från dess egen fortlöpande process leder till en omkastning av utvecklingen. Tidigare gick trenden från universalmaskiner till specialmaskiner. De första maskinerna var nämligen inte konstruerade för tillverkning av en viss produkt eller för utförande av en särskild operation utan av många operationer. De svarvar som fanns var gjorda för metallbearbetning, inte för framställning av en viss sorts skruvar eller verktygsskaft, och metallpressar var anpassade för många olika syften. Men efterhand som maskinerna i denna första utvecklingsfas gjordes mera kontrollerbara, började man anpassa dem för framställning av en specifik produkt eller för utförande av en specifik operation. På en ytterligare avancerad nivå, när det gällde exempelvis tillverkning av motorblocket till en bil, övertog specialiserade maskiner olika deluppgifter och genomförde dem antingen simultant eller i på varandra snabbt följande sekvenser.
Men fortfarande kunde var och en av dessa maskiner endast utföra sin bestämda uppgift. Men när deras antal växte i samma mån som produktionsvolymen och marknaden expanderade, blev det möjligt att offra större kapital på alltmera sofistikerade maskiner. Produktionslinjen i en verkstad utrustades med alltflera avancerade hjälpmedel: mekaniska sammansättningsjiggar, präglingspressar, skärande verktygsmaskiner, svetsnings- och nitningsmaskiner, etc. Men den ena produktionslinjens maskiner var inte i stånd att fylla någon funktion i en annan produktionslinje.
Förmågan att styra maskiner från en yttre kontrollkälla kommer emellertid att i många fall innebära en återgång till den universella maskinen. Det blir möjligt att sätta in i produktionen maskiner som kan fylla många funktioner och genomföra många olika operationer, utan att man därmed riskerar att förlora kontrollen över dem, eftersom denna kontroll inte längre är inbyggd i maskinens egen konstruktion utan sker utifrån. I det nya utvecklingsskedet kan exempelvis en svarv styras av ett hålkort eller ett magnetband och utföra alla slags arbeten, om de bara passar dess storlek och kapacitet.
Lika viktig som kontrollförbättringarna har den utvecklingsprocess varit som lett fram till en anpassning av olika maskiner till varandra. För att en sådan anpassning skall bli möjlig måste man i första hand sörja för en verkstadslayout, där man kan placera de individuella maskinerna i en sådan ordning att varje maskin, sedan den avslutat sin operation, kan överföra arbetsstycket till den maskin som har att genomföra den närmast följande operationen. Sedan det problemet klarats, måste man ordna med erforderliga matningsrännor, transportband etc. för förflyttning av arbetsstycket från maskin till maskin. I den mest utvecklade formen ombesörjs detta av transfereringsmaskiner, som särskilt begagnas inom bilindustrin. När ett sådant transfereringssystem innefattar en anordning, som gör att maskinen startas i och med att arbetsstycket förs in i den, har produktionslinjen blivit "automatisk".
I och med att produktionslinjen nått detta stadium av "automation" har den emellertid kommit nära den punkt där den själv förvandlas till en enda universalmaskin i stället för att vara ett system av inbördes förbundna specialmaskiner. En utomstående besökare som i ett boktryckeri ser denna produktionslinjemaskin trycka, vika, samla, häfta och binda arken till en häftad bok kan knappast föreställa sig att denna produkt är resultatet av en kombinerad process utförd av många maskiner, var och en med sin speciella uppgift. Men för att denna process skall kunna äga rum behövs det bara att man skapar ett produktionssystem av många inbördes förbundna maskiner och sedan integrerar dem till en enda sammanhängande enhet som opererar med starkt reducerad mänsklig inblandning.
Maskinutvecklingen från det primitiva stadium, där enkelt hopfogade metallbitar ersätter den mänskliga handen för styrning av skilda verktyg, fram till de moderna maskinkomplex som sörjer för hela produktionsprocessen med hjälp av inte endast mekaniska utan också elektriska, kemiska och andra fysikaliska krafter - denna utveckling kan enklast beskrivas som en successivt ökad mänsklig kontroll över maskinerna och maskinverktygen. Denna kontroll kan betraktas som en förlängning av de mänskliga arbetsorganen, inklusive sinnesorganen. Detta är en prestation som möjliggjorts genom att människan skaffat sig större förståelse för naturföreteelserna, med andra ord ökat sin förmåga att utnyttja fysikaliska principer. Hennes naturstudium har gett till resultat att hon förstärkt sin kontroll över arbetsprocesserna sådana de ombesörjs med hjälp av maskiner och maskinsystem.
Men den mänskliga kontrollen över arbetsprocessen har genom det sätt, varpå den uppfattats, förblivit en ren abstraktion. Den måste förlänas ett konkret innehåll i den sociala miljö, där maskinsystemen utvecklas. Och denna sociala miljö är och har alltifrån de första maskinernas tillkomst varit starkt splittrad just när det gäller arbetsprocessen. Majoriteten av de människor som utför denna process gör detta inte för mänsklighetens skull utan för deras skull som styr processen och äger produktionsmedlen. Därmed förvandlas den mänskliga kontrollen över arbetsprocessen till sin motsats, alltså till kontroll över den arbetande massan. Produktionsmaskineriet har inte blivit en mänsklighetens tjänare utan ett verktyg för dem som i kraft av kapitalackumulationen skaffat sig äganderätten till maskinerna. Människans förmåga att kontrollera arbetsprocessen med hjälp av maskiner har beslagtagits av kapitalägarna och deras representanter i företagsledningarna, som därigenom berövat de direkta producenterna, det arbetande folket, det viktigaste medlet att kontrollera produktionen. Maskinerna har alltså utom sin rent tekniska funktion att öka produktiviteten - en funktion som de skulle ha i alla samhällsformer - i det kapitalistiska systemet fått också den funktionen att fråntaga arbetarna kontrollen över deras eget arbete. Det är en ödets ironi att denna "bragd" kunnat utföras genom att man tagit i anspråk den sant mänskliga framstegsfaktor som representeras av teknisk och vetenskaplig utveckling. Ännu mer ironiskt är det att detta förhållande betraktas som fullkomligt "naturligt" av just dem som i grund och botten ser på maskinen som en fientlig makt ägnad att förslava mänskligheten. Villfarelser av det här slaget förklaras av att dessa människor under två sekler varit fångna i sin fetischdyrkan av kapitalet.
Maskinutvecklingen representerar i själva verket en ökad mänsklig kapacitet, en förstärkt mänsklig kontroll över omgivningen genom att den utvinner nya och mer exakta reaktioner ur produktionsinstrumenten. Men det ligger också i maskinsystemets natur att det inte längre blir nödvändigt att lämna kontrollen över maskinerna till dem som direkt sköter dem. Möjligheten att avhända arbetarna denna kontroll har tillvaratagits av det kapitalistiska produktionssättet och utnyttjats till hundra procent. Vad som tidigare, under den industriella revolutionen, var tekniskt möjligt har numera blivit oundvikligt. Därigenom har förgörande krafter släppts loss med en naturkatastrofs häftighet. Men innan den mänskliga förmågan att kontrollera maskinerna kunde vändas till sin motsats, måste en rad villkor uppfyllas som inte har något att göra med maskinernas fysiska egenskaper. Ett av villkoren var att maskinerna, från att ha varit de direkta producenternas egendom, måste förvandlas till deras fiende: maskinintressena och producentintressena måste göras antagonistiska. Vidare måste det sätt på vilket arbetskraften - både den som konstruerar, bygger och underhåller maskinerna och den som sätter upp och sköter dem - grupperas kring maskinerna dikteras inte av de direkta producenternas mänskliga behov utan av de speciella behoven hos dem som äger både maskinerna och arbetskraften och som har intresse av att de båda kombineras på ett speciellt sätt. Utöver förverkligandet av dessa villkor måste en viss social utveckling äga rum parallellt med maskinernas fysikaliska utveckling, nämligen en stegvis genomförd uppbyggnad av en "arbetskraft" som ersätter de tidigare självstyrande arbetarna. Därmed skapas en arbetarbefolkning anpassad till denna sociala organisation av arbetet, där maskinkunskaper blir ett privilegium för en liten grupp av specialister, medan den stora massan av arbetare sjunker allt djupare i okunnighet och just därigenom blir särskilt lämpad för maskinslaveri. Den märkliga och i sig själv positiva maskinutvecklingen blir på detta sätt en källa till förslavning i stället för till frihet, till hjälplöshet i stället för till oberoende, till insnörning i blinda och servila rutiner i stället för till vidgade horisonter. Detta sker inom ett system där maskinen framstår som allt och människan som i det närmaste ingenting.
Men allt detta är ingalunda, trots alla påståenden i den riktningen, en teknisk nödvändighet inneboende i maskinsystemet. Det är det inte i högre grad än aptiten är "en instinkt skapad av Försynen och nedlagd i människan som en lösning på arbetarfrågan" - för att nu citera ett ironiskt yttrande av Ambrose Bierce.[14*] Men maskinsystemet ger företagsledningarna möjlighet att med enbart mekaniska medel åstadkomma vad de tidigare försökt förverkliga med organisatoriska och disciplinära medel. Det faktum att många maskiner kan kontrolleras och hastighetsbestämmas är av lika stort intresse för företagsledningarna som det faktum att maskiner mångdubblar arbetsproduktiviteten.[15*] Sådana centralt styrbara maskiner behöver inte vara särskilt välutvecklade eller sofistikerade. Transportbandet i en monteringsanläggning är en utomordentligt primitiv maskin, men den motsvarar exakt kapitalisternas behov av att mekanisera arbeten som i annat fall skulle ha trotsat alla mekaniseringsförsök. Det är företagsledningen som bestämmer transportbandets hastighet och den gör detta med hjälp av en liten mekanisk apparat av enklaste slag. Men den enkla grejen ger företagsledningen tillgång till en för hela tillverkningen väsentlig kontroll.
För att något mera i detalj granska kontrollproblemet kan det vara lämpligt att ta ett färskt exempel från en maskinverkstad. Denna industrigren är alltjämt den viktigaste, inte bara på grund av den stora roll som maskinverktygen spelar för många produktionsområden, utan också därför att det är i dessa verkstäder som industrins egna maskiner tillverkas. Branschens betydelse har ytterligare ökat sedan nya uppfinningar inom maskinkontrollen revolutionerat maskinverkstädernas egna produktionsmetoder, något som i sin tur lett till nya kontrollsystem som snabbt sprids till många andra industrier. Denna utveckling har stort intresse för diskussionen i denna bok, därför att den klargör hur maskinverkstäderna utnyttjar sin utrustning för att bemästra de problem som Taylor brottades med under en lång följd av år.
Svårigheten att kontrollera maskiner och verktyg blir särskilt akut för företag med styckeproduktion eller produktion i korta serier. Högautomatiska maskinsystem av den typ som kan användas vid massproduktion och flödesproduktion är härvidlag till föga hjälp, eftersom sådana system kräver så stora investeringar att endast en mycket betydande produktionsvolym kan finansiera dem. Vid styckeproduktion blir det aldrig fråga om volymer av tillräcklig storleksordning. Man har beräknat att tre fjärdedelar av den amerikanska metallindustrins produktion sker i satser om femtio enheter eller mindre.[46] Produktvolymer av så ringa storlek måste framställas av universalverktyg, och kostnaderna för verktygen, deras fixtur och uppsättning måste pressas kraftigt om produktionen skall bli lönsam. På så sätt har metallbearbetning ända tills helt nyligen förblivit ett område reserverat för yrkesutbildade maskinarbetare, och därmed har problemet om hur man skall kunna förbilliga arbetskraften och skärpa produktionskontrollen blivit akut. I den mån företagsledningar hittills försökt lösa dessa problem har det skett dels genom arbetsdelning - en arbetare blir uteslutande svarvare, en annan borrare, en tredje maskinuppsättare etc. -, dels genom att företagsledningarna fastställt prestationsstandards i Taylors anda.
Under senare år har man prövat en mekanisk lösning av dessa problem genom att ta i bruk numeriskt styrda maskinverktyg.[16*] Denna uppfinning har karakteriserats som "den sannolikt viktigaste av alla tillverkningsteknologiska innovationer, som gjorts sedan Henry Ford introducerade det löpande bandet".[47] Den har redan revolutionerat maskinverktygen, men den kommer att kunna tillämpas på en mångfald andra industriella och även hantverksmässiga tillverkningsområden. Som ett typexempel på hur företag inom det kapitalistiska produktionssättet utnyttjar maskiner och därmed påverkar arbetaren och arbetsprocessen är denna nya verktygsteknik värd en detaljgranskning.
Den kan spåras tillbaka till två franska uppfinningar. Den första var den hålkortsstyrda stickmaskin, kallad Falcon, som utvecklades och togs i bruk 1725, den andra var Jacquards likaså hålkortskontrollerade mönstervävnadsmaskin, uppfunnen 1804. Principen för de båda maskinerna erinrar om principen för det självspelande pianot, som startas och hålls igång av en perforerad papprulle. Falcons och Jacquardvävstolens princip återupplivades av en amerikansk uppfinnare, som år 1916 fick patent på en maskin med kontinuerligt skärspår för klippning av tyg i beklädnadsindustrin. På basis av sistnämnda metod patenterades 1930 en uppfinning för numerisk styrning av verktygsmaskiner. Sistnämnda år skulle alltså vara födelsedatum för den viktigaste tillverkningsteknologiska innovationen sedan Ford införde det löpande bandet.
Trots den långa förhistorien tog den verkliga utvecklingen fart först efter andra världskriget. Då ställde USA:s flygvapen resurser till förfogande för ett intensivt utvecklingsarbete, som först togs upp av John Parsons Corporation och därefter av Massachusetts Institute of Technology, som 1952 presenterade en prototyp till en numeriskt styrd vertikal fräsmaskin.[48]
Elektronikrevolutionen på 1950- och 60-talet möjliggjorde en vidgad industriell tillämpning av numeriska kontrollsystem. Elektroniken kunde nu förse styrmekanismerna med billiga och pålitliga kretsar. Början gjordes med transistorn, som först helt enkelt ersatte elektronröret enligt principen en transistor/ett rör. Men tidigt på 60-talet kom de integrerade kretsarna, som gjorde det möjligt att kombinera transistorer och andra komponenter på minimala kiselfragment. När man något senare fick storskaliga integrerade kretsar kunde man på en enda kiselflisa samla funktioner som tidigare krävt hundratals dyra och skrymmande komponenter. Efterhand som serieproduktionen av transistorer ökade, sjönk genomsnittspriset per kretsfunktion (en transistor) från två dollar år 1965 till mindre än tre cent 1971. Transistorns pålitlighet och lättheten att reparera den genom modulbyten bildar tillsammans med de alltmer komplexa kretsarna grunden för revolutionen inom den automatiska styrningstekniken. I detta kombinerade förhållande snarare än i den långa raden av tidigare experiment har man att söka upphovet till den nya industriella kontrollteknologin.[17*]
År 1968 var endast en procent av de maskinverktyg som då var i bruk numeriskt styrda. Hur framtiden kan komma att te sig i detta avseende kan man utläsa ur det faktum, att av alla de maskinverktyg som tillverkades nämnda år var inte mindre än 20 procent utrustade för sådan styrning. På alla maskinutställningar som numera hålls och i fackpressens annonser är majoriteten av de marknadsförda verktygen av denna typ.
Vid numerisk styrning är maskinprocessen underkastad kontroll från en separat enhet som får instruktioner från två källor, en extern som ger instruktionerna i numerisk form och en som består av monitorer vilka kontrollerar den löpande processen vid kontaktpunkten mellan verktyg och arbetsstycke. Med hjälp av dessa instruktioner sänder den separata kontrollenheten i sin tur signaler som aktiverar de kraftkällor som styr arbetsstycke, verktyg, kylsystem etc.
Ur teknisk synpunkt erbjuder det numeriska styrsystemet flera fördelar. Komplicerad metallskärning, exempelvis av kurviga ytor, blir krävande och långsam om verktygets rörelser skall beräknas under operationens gång. Med automatisk styrning kan processen kodas och utföras med stor säkerhet. Det var bl.a. denna möjlighet till programmering av metallbearbetningen vid flygplanstillverkning som först gjorde det amerikanska flygvapnet intresserat av den numeriska styrningsmetoden. Det går snabbt att koda vilket jobb som helst om kodningen kan ske isolerad från arbetsutförandet, och när arbetet väl har kodats behöver det aldrig analyseras på nytt; kodremsan kan arkiveras för senare bruk. Metallskärning har på så sätt gjorts praktiskt taget helautomatiserad, och arbetaren har befriats från besväret att kontrollera verktyget under operationens förlopp. Avlastningen av beräkningsjobbet från maskinen har också medfört att själva verktyget kan utnyttjas helt för sin egentliga uppgift, att skära metallen. Eftersom verktyget därtill följer ett kontinuerligt skärspår avvinner man denna dyrbara utrustningsdetalj högsta möjliga effektivitet.
I händerna på en kompetent maskinskötare är numerisk styrd, programmerad metallskärning en enhetlig process. En sådan arbetare är väl förtrogen med sin yrkespraxis, och han kan lätt lära sig även programmeringen. Teoretiskt finns det därför ingenting som hindrar att hela arbetsprocessen vid numerisk verktygsstyrning förblir i händerna på arbetaren. Företagsverkligheten visar emellertid något annat; liksom alla andra arbetsprocesser har också denna förts under ledningens kontroll. Detta beror naturligtvis på att automatisk verktygsstyrning erbjuder särskilt goda möjligheter till en sönderbrytning av arbetet i småbitar, med därav följande chans för företagsledningen att skaffa billigare arbetskraft. Liksom den tekniska processen utformas i ingenjörernas huvuden, så utformas arbetets organisation i de administrativa planerarnas hjärnor, och i den organisationen ingår självfallet maskinprocessen. Det mönster för arbetsprocessen och dess kostnader som ger de största möjligheterna att bryta ner arbetet i mindre komponenter och fördela de så uppkomna småjobben på en billigare arbetskraft, blir naturligtvis det ideal som kapitalägare och företagsledning eftersträvar. De identifierar sig med detta ideal till den grad, att dess förverkligande för dem ter sig lika bjudande som en naturlag.[18*]
Kapitalägarna och deras representanter i företagsledningarna begagnar alltså tekniken med numerisk verktygsstyrning som ett medel att fördela arbetet mellan skilda arbetare, vilka var och en besitter mindre yrkesfärdigheter, representerar mindre utbildningskostnader och lägre arbetskostnader per timme än den yrkeslärde maskinskötaren. Här stöter vi alltså ännu en gång på Babbages princip, nu i samband med en rent teknisk revolution. Den utvecklingskedja som driver fram billigare arbetskraft fördelad på sönderstyckade jobb har blivit mer komplicerad, men det kan ju knappast vara en tröst för de degraderade arbetare som finns kvar sedan en sådan process genomförts. Det krävs numera ingenting av dem ifråga om yrkesskicklighet, medan samtidigt de yrkesutbildade maskinskötare som blir friställda kommer att te sig lika förlegade som glasblåsare och morsetelegrafister.
De yrkeskunniga och kompetenta arbetarna ersätts av tre slags "operatörer". Först har vi detaljprogrammeraren, som utför i stort sett samma jobb som den tidigare yrkesutbildade maskinskötaren gjorde, då han med arbetsritningen i handen beredde sig för att ta itu med ett nytt jobb. Att överföra specifikationerna från en arbetsritning till en programmeringsremsa är inte någon särskilt krävande uppgift, men detaljprogrammeraren, som verkställer den, förutsätts inte heller besitta någon av de färdigheter och kunskaper som den yrkesutbildade maskinskötaren besatt; han behöver t.ex. inte, som denne, veta hur man klipper metall med maskin. Vad detaljprogrammeraren får lära är ingenting annat än skuggan av en arbetsprocess i programmerad och tabellerad form; därmed är det slut på hans "upplärning". Han skall presentera de data han fått på ett sådant sätt att de kan kodas.
I en annan beskrivning av detaljprogrammerarens arbete heter det:
"Programmeraren simulerar maskinarbetet i verkstaden ... han går igenom varje fas i detalj och lämnar inte kvar några beslut för mannen vid maskinen. Han fastställer matningsförfaranden och hastigheter, skärdjup och sådana mindre funktioner som har att göra med kylsystemets sätt att arbeta. Det viktigaste i hans uppgift är att bestämma matningsförlopp och skärdjup."[52]
Vad som egentligen krävs för att överföra arbetsritningens specifikationer till programmeringsremsan är, när det gäller flertalet utrustningar för numerisk verktygsstyrning, ingenting annat än den förmåga att läsa en blåkopia som förvärvas av en lärling under de första månaderna av hans utbildningstid. Dessutom bör han kunna addera och subtrahera och ha en viss kunskap om bruket av standarddata för maskinkapacitet. Denna sistnämnda del av arbetsuppgiften kan vara mer eller mindre krävande, beroende på maskinverktygets typ och svårighetsgraden hos det aktuella jobbet. I de nyutvecklade maskinverktygen är emellertid maskinspecifikationerna redan lagrade på programmeringsremsan, och allt vad detaljprogrammeraren i sådana fall behöver göra är att beskriva arbetsstycket i rå och i färdigbearbetad form. Detta gör han genom att helt enkelt överföra arbetsspecifikationerna till en dimensionstabell, varvid han endast begagnar sig av enkla verkstadstermer. Datorn levererar en maskinkontrollremsa, en utskrift av vad som finns på remsan, en verktygslista och den datorframtagna arbetscykeltiden. Detta system uppges reducera tiden för detaljprogrammeringen så att vad som förr krävde fyra till fem timmars arbete nu kan avverkas på tjugo eller trettio minuter. Ett företag i programmeringsbranschen marknadsför ett system med en "tio-ords-vokabulär" och lovar att "på en vecka lära en verkstadsjobbare att programmera effektivt".[53]
I en artikel i Monthly Labour Review kunde man för ett par år sedan läsa att flertalet av den yrkesutbildade maskinskötarens funktioner numera överlämnats till detaljprogrammerarna, och att det följaktligen är yrkesutbildade maskinskötare som oftast sitter på sådana poster.[54] Så kan det ha förhållit sig i början, men numera rekryteras detaljprogrammerare i växande utsträckning bland elever vid tvååriga tekniska colleges. De anses bättre svara mot "arbetsprofilen" på sådana kontorsjobb som detaljprogrammering än vad yrkesutbildade maskinskötare gör. Framför allt är de billigare.
Nästa arbetsuppgift vid numerisk verktygsstyrning består i att översätta programmeringsremsan till maskinspråk, och det sker vanligen genom att man låter en enkel kodningsmaskin göra översättningen som överförs till ett hålkort. Kandidaterna till den sortens arbete är självskrivna: unga flickor som lärs upp på några få dagar och uppnår maximal effektivitet på ett par veckor eller högst månader. Det finns god tillgång på sådan arbetskraft och den kostar inte mer än hälften så mycket som en utbildad maskinskötare.
Vad den sistnämnde yrkesmannen angår så återstår numera, efter sjuttiofem års "rationalisering", inte mycket av hans ursprungliga kompetensområde. Han är nu definitivt avlägsnad från alla de kunskaper och beslutsbefogenheter som redan Taylor försökte beröva honom med hjälp av organisatoriska medel. Det "sanna arbetskort", som Lillian Gilbreth talade om och som skulle bli "den reelle tillverkaren av förhandsbestämda produkter" har ersatts av programmeringsremsan. "Numeriskt styrda maskiner", skriver en auktoritet, "är mycket lättare att sköta än konventionella maskiner. Det krävs mindre färdigheter av dagens operatör än av gårdagens maskinist. Operatören måste givetvis känna sin maskin och han måste vara tillräckligt intelligent för att kunna utföra föreskrivna, inte särskilt komplicerade rutinåtgärder. Men för att göra detta behöver han inte ha den traditionelle maskinistens tekniska kunskaper och skicklighet. Den intelligens och de kunskaper som erfordras finns på programmeringsremsan."[55]
Företagsledningarna bagatelliserar gärna skillnaden mellan den traditionelle maskinisten och operatören vid en numeriskt styrd maskin. De gör detta för att bemöta argumenteringen från fackföreningsrörelsen, som i sin tur överdriver den nya teknikens "krävande natur" och dess "ökade krav på arbetaransvar" för att i allmänna opinionens ögon skaffa sig ett bättre förhandlingsläge vid avtalsrörelser. Men hur företagsledningarna i verkligheten ser på denna skillnad framgår av en företagsenkät som Michiganuniversitetet genomförde i början av 1970-talet. En av de intervjuade arbetsgivarna lämnade härvid följande upplysning: "Kostnaderna för utbildning och träning av en traditionell maskinist och en NC-operatör (Numeric Control Operator) förhåller sig som 12:1."[56] Det betyder att det tar fyra år att ge en konventionell maskinist hans grundutbildning men bara fyra månader för att ge NC-operatören motsvarande utbildning. Praktiska erfarenheter bekräftar riktigheten härav.
Numerisk styrning av maskinverktyg förekommer inte bara inom metallbearbetningsindustrin utan också inom många andra branscher. I sammanhanget är det värt notera den märkliga utvecklingen i pannplåtverkstäder för tillverkning av bl.a. stora kokare. Det bäst betalda jobbet i en pannplåtverkstad är layoutmannens. Hans uppgift är att överföra arbetsritningens specifikationer för varje produktkomponent till plåtmaterialet tillsammans med anvisningar om flamskärning eller klippning, hålslagning eller borrning, bockning eller rullning, etc. Under tidens lopp hade man emellertid observerat att layoutmannen tillbringade en stor del av sin tid med det enkla jobbet att på layouten markera platsen för hålslagningarna. Eftersom pannplåtverkstäder är tillräckligt stora för att tillåta en långt driven arbetsfördelning, beslöt man att överlämna detta rutinjobb till lågavlönade s.k. stämplare. Något senare på 50-talet kom man på att man kunde låta ritkontoret göra en ljusbild av varje produktkomponent och via en projektor, monterad ovanför layoutbordet, överföra bilden på plåten. På det sättet blev layoutmannen själv ingenting annat än en "stämplare"; allt vad han nu hade att göra var att fokusera projekteringsbilden så att hålen blev rätt "stämplade" på plåten. När senare numerisk styrning infördes i verkstadsarbete kunde pannplåten gå direkt till flamskärningsborden, där man lät den skärande flammans väg över plåten styras av ett magnetband. Därigenom blev inte bara layoutarbetet eliminerat eller rättare sagt överfört till kontorsområdet, också den yrkesutbildade arbetskraften gjordes överflödig. Dess roll övertogs av magnetremsan.
Även i plåtslagerier har layoutmän och yrkesutbildade plåtslagare gjorts överflödiga sedan numeriskt styrda multipelverktyg kommit i bruk. Också i andra industrigrenar har tillverkningen revolutionerats. I t.ex. möbelfabriker begagnar man sig av numeriskt styrda geringsmaskiner, som skär träet i sned vinkel så att de olika styckena kan fogas samman och vikas ihop. De använda bräderna får ett överdrag av trämjölsblandad vinyl och limmas så att de vikna möbeldelarna hålls samman. Det tar exakt en timme att på detta sätt färdigställa en möbelpjäs, d.v.s. en tredjedel av den tid som krävs i en möbelfabrik som arbetar med konventionella metoder. Källan till dessa uppgifter lämnar osagt hur det ställer sig med kvaliteten och utseendet på dessa "oöverträffat moderna produkter".[57]
Det bör tilläggas att även själva proceduren med att framställa arbetsritningar numera överlämnats till numeriskt styrda ritverktyg. När företagsledningen offentligt kommenterar den sortens prestationer, sker det med självberömmande fraser om hur arbetsbördan för de anställda på detta sätt lättats. Få fackmän skriver öppet om hur extremt sönderstyckat arbetet blir med dessa metoder och hur det påverkar arbetarnas trivsel och lust att göra sitt bästa. En av de få som talat ut om den saken är ingenjör Thilliez, mannen som introducerade numerisk verktygsstyrning vid Renaultverken i Paris. I en bok som han gav ut 1967 läser man följande:
"Tekniken med numerisk verktygsstyrning medför när det gäller företagsorganisation en märklig effekt. Den avsöndrar det intellektuella arbetet från verkställighetsarbetet, och denna skilsmässa gör det möjligt att fullgöra var och en av de bägge funktionerna på det tekniskt bästa tänkbara sättet, därmed på det mest lönsamma sättet."[58]
Förvisso skapar skilsmässan mellan intellektuellt arbete och verkställighetsarbete de tekniska villkor som gör det möjligt för det hierarkiskt uppbyggda företaget att på bästa sätt kontrollera både hjärnans och handens arbetare och på bästa sätt sörja för företagets profit. Systemet är över huvud taget bäst för allting utom för folkets verkliga behov. Men dessa behov är ju i ekonomernas vokabulär enbart "externa effekter". Ur mänsklig synpunkt är det begreppet totalt obegripligt, men ur kapitalisternas synpunkt är det kristallklart och exakt.
Formerna för maskinernas utnyttjande, det sätt på vilket arbetet organiseras och grupperas omkring maskinerna, bestäms av det kapitalistiska produktionssättet, medan själva drivkraften till mekanisering ligger i kapitalägarnas och företagsledningarnas önskan att öka arbetets produktivitet. Men produktivitetsökning eftersträvas och utnyttjas inte med tanke på människornas behov utan med hänsyn till kapitalackumulationen, som drivs till gränsen för totalt vanvett. Ingen produktivitetsnivå betraktas av kapitalägarna som tillfyllestgörande. Årtionde efter årtionde har man t.ex. inom bilindustrin framställt ett växande antal dekadenta produkter med hjälp av ett sjunkande antal arbetare. Produkterna vållar kaos på våra gator och vägar och förgiftar luften med sina avgaser. Samtidigt förvandlas de städer, där motorfordonen tillverkas, till å ena sidan centra för ett alltmera degraderat arbete, å andra sidan hemvist för permanent arbetslösa. I vilken utsträckning de kapitalistiska normerna avlägsnat sig från de mänskliga normerna framgår av att en situation som denna karakteriseras som höjden av ekonomisk effektivitet. Ett samhällssystem, utrustat med de mest avancerade vetenskapliga och tekniska resurser men fientligt inställt till allt vad sant mänskliga behov heter, lyckas inte producera något annat än oförnuft. Ju mer de vetenskapliga och tekniska hjälpmedlen fullkomnas, desto mer olycksbringande blir de resultat de avkastar och desto snabbare visar de sig. Kapitalisten kan, i likhet med kung Ahab säga: "Alla mina metoder är förnuftiga, mina motiv och syften är galna."[19*]
Produktivitetsdriften är inneboende i det kapitalistiska företaget i kraft av själva målet för företagets verksamhet, som är att förmera kapitalet. Effekten förstärks genom att den nationella och internationella konkurrensen tvingar företagsvärldens eftersläntrare att sträva mot samma mål. Den teknologiska utvecklingen kommer därför att gestaltas som en vettlös kapplöpning, där de sociala hänsynen blir eftersatta och profiten blir det enda kriteriet på framgång. Endast i verklighetsfrämmande visionärers ögon blir den rättvisa fördelningen av vetenskapens och teknikens frukter ett mål värt att sträva efter.[20*] Varje framsteg på produktivitetsområdet innebär att antalet sant produktiva arbetare minskar, medan antalet arbetare med meningslösa jobb eller inga jobb alls ökar. Därmed antar samhället formen av en upp- och nervänd pyramid med en allt smalare bas av nyttigt arbete. Likväl förhåller det sig så, att oavsett hur snabbt produktiviteten ökas och oavsett vilka mirakulösa bidrag den teknologiska vetenskapen kan ge, så kommer en för kapitalet tillfredsställande produktivitetsnivå aldrig att kunna uppnås. Ännu tvåhundra år efter den industriella revolutionen och hundra år efter den tekniskt-vetenskapliga revolutionen handlar kapitalismens allt överskuggande och nästan krisartade problem om hur produktiviteten skall kunna förbättras. Business Review skrev i en artikel för ett par år sedan:
"Fem års inflation, recession och osäker återhämtning har tvingat företagsledarna i USA och de män som utformar den federala ekonomiska politiken att dra en smärtsam slutsats, den nämligen att nationen nu måste ta ett avgörande språng mot ökad effektivitet. Den måste se till att människor och maskiner ger större avkastning."[60]
Alltså: Själva den effektivitet som framkallat kriserna betraktas som enda lösningen på kommande kriser. Maskiner som arbetar för högtryck tills de hotas av sprängning skall skyddas mot detta hot genom att tvingas arbeta ännu snabbare. Det är den väg kapitalismen går, och den kommer att fortsätta på den. Den kommer även i fortsättningen att degradera arbetet och utarma det sociala livet i ett försök att rädda ett samhällssystem, som liksom planeternas system skulle störta samman om farten minskades. I rader som de nyss citerade möter vi den kapitalistiska effektivitetens inneboende absurditet och den olösliga motsättningen mellan produktionsmedlens utveckling och kapitalismens produktionsförhållanden.
På jakt efter krislösningar går industrin och handeln vidare med sina rationaliserings- och mekaniseringsprogram. Metoderna varierar, liksom de vetenskapliga resurser som kan mobiliseras för ändamålet. Dessa resurser är emellertid totalt sett mycket stora, och de begagnas ytterst uppfinningsrikt. När man inte kan dra in på arbetskraft genom att förändra själva tillverkningssättet, försöker man göra det genom att förenkla och försämra produkterna.
Man kan ta byggnadsindustrin som exempel. Denna industri lägger ner stora ansträngningar på att ersätta den tidigare sunda bebyggelsen med undermåliga byggnader, uppförda med tanke på en starkt reducerad livslängd. Samtidigt medför de tillverkningsmetoder som alltjämt är i bruk inom denna industri att mycket av det gamla hantverket består, kompletterat med nya, alltjämt handdrivna verktyg och en primitiv mekanisering. Detta har tvingat fram en kris inom byggnadsindustrin, en kris som man nu försöker arbeta sig ur. Detta sker bl.a. genom att man utnyttjar nya byggnadsmaterial, särskilt plast, praktiserar sprutmålning i stället för målning med pensel och prefabricerar så många byggnadselement som möjligt. Den sistnämnda metoden har onekligen gett stora fördelar; en arbetare kan sätta in tio prefabricerade dörrar på samma tid som han förut behövde för att hänga upp en enda konventionellt tillverkad dörr. Den allmänna trenden inom byggnadsindustrin illustreras bäst av den framgång som "nyckelhuset" rönt. Denna fabriksprodukt, det prefabricerade inflyttningsbara huset, har intresse för tre parter: arbetarna som uppför huset, de blivande ägarna som skall bo i huset samt tillverkarna. Av dem är det bara den sist nämnda parten, tillverkarna, som har någon som helst fördel av systemet. Inte desto mindre växer nyckelhus upp i det ena landet efter det andra, och de förespås en ännu mer lysande framtid därför att de sprider arbetstillfällen och ökar kapital.
Ett annat exempel på den sjunkande produktkvaliteten kan hämtas från bagerinäringen. För tjugofem år sedan beskrev en amerikansk forskare, Siegfried Giedion, hur vårt dagliga bröd höll på att försämras. Gamla tiders hälsosamma bröd med aptitlig och spröd skorpa har gjorts till en smaklös tvättsvamp.[61] Men den tillverkningsprocedur, som ger upphov till denna produkt, är en sannskyldig triumf för den industriella teknologin. Den traditionelle bagaren och hans svåra men ekonomiskt olönsamma konst har ersatts med sofistikerade mekaniska konstruktioner och maskinskötarens rutinmässiga handgrepp. I dagens brödfabrik tar maskiner hand om det mesta av jobbet. Kontinuerliga mixmaskiner reducerar jäsningstiden, mäter och portionerar ut degen i stycken som är exakt lika stora på ett gram när, transportband fraktar produkter i olika beredningsstadier till olika maskiner ända fram till den automatiska förpackningen och märkningen. Hela processen sker med en snabbhet och smidighet som vore väl värd vår beundran om bara inte folk vore tvingade att äta det bröd som framkommer av den.
Möbelindustrin har omorganiserats efter mönster från bilindustrin. Den har i växande utsträckning förvandlats till en massindustri där den forne möbelsnickarens hantverksskicklighet håller på att helt försvinna. Möblernas utformning har överlämnats till automatiska profileringsinstrument som kan skötas av outbildad arbetskraft. Spårskärningar och urtag görs av schablonstyrda, programmerade maskiner. Operatören har bara att mata in materialet i maskinen, och i en del fall sker t.o.m. inmatningen automatiskt, heter det i en rapport om teknologiska trender i amerikansk industri.[62]
I samma rapport berättas hur automatiska skruvtving och sammansättningsmaskiner fogar ihop karmar, fack, lådor, stolar med tidigare okänd snabbhet och med hjälp av endast delvis yrkesutbildad arbetskraft. En maskin hämtar olika möbeldelar från en matartapp, plockar upp metalldelar från en annan tapp, fogar in alla bitar på sin plats, spikar och pluggar samman dem och lyfter upp den färdiga pjäsen på ett transportband, allt detta med en hastighet av sju till tio enheter per minut och med bara en arbetare vid maskinen. En annan maskin tillverkar ett köksskåp i minuten, passad av en enda man.[63] Även måleriarbetena har mekaniserats och sker med hjälp av automatiska spraymaskiner eller enligt den s.k. flow-coating-tekniken. Tapetserararbeten utförs i förhandsklippt och förhandsformat stretchmaterial, och därmed har man gjort slut på det gamla hantverksmässiga tapetseraryrket.
Slakterierna var först med att införa transportbandet i amerikansk industri. Det har emellertid numera ersatts av den s.k. on the rail-processen, som går till på följande sätt.
De levande slaktdjuren hissas upp på ett högt rälsförsett transportband, där de slaktas och sedan fraktas förbi en mångfald beredningsstationer för att till sist hamna i kylrummen. Längs rälsbanan är arbetare stationerade på mekaniserade plattformar, som kan röras vertikalt och horisontalt allt efter arbetsuppgiftens krav. Operatörerna är utrustade med knivar och sågar som drivs av olika kraftkällor. Mekaniska hudavdragare flår djuren på ett sätt som ger maximal garanti för att ömtåliga delar, som skall bli högvärdigt läder, inte utsätts för skada. Därmed har behovet av högkvalificerade och högavlönade yrkesmän kraftigt reducerats. Arbetskostnaderna vid on the rail-operationer kan sänkas med mellan 25 och 60 procent jämfört med arbetskostnaderna för det tidigare löpande band-systemet. Besparingarna hänför sig främst till kortare väntetid mellan olika arbetsmoment och till det förhållandet att man slipper utföra ständiga ändringar av djurkropparnas läge vid de skilda ingreppen.[64] Rälsbanans olika hastigheter är maskinstyrda och synkroniserade. Längs banan, the kill line, visar en projektor på en skärm en bild av djurkroppen vid de viktigare arbetsprestationerna, och en automatisk pekpinne anger de snitt som skall göras i ett givet ögonblick. För att stycka en slaktkropp behövs nu inte längre de gamla styckmästarnas kunskaper i anatomi.
Särskilda maskiner blandar korvsmet och stoppar, rökar, kokar, kyler, tvättar och packar korven. Andra elektroniska maskiner väger och packar fjäderfän sedan de plockats och beretts i mekaniska anordningar. Hela proceduren med att färdigbereda 9.000 höns och kycklingar tar en timme. Men, tillägger experterna, "de låga lönerna i konservindustrin hämmar den teknologiska utvecklingen inom detta område".[65]
Inom konfektionsindustrin har ett energiskt arbete lagts ned på förbättringar av produktionsprocessen. Denna bransch karakteriserades länge av små tillverkningsenheter, där rationalisering av naturliga skäl måste ske med enkla medel, vanligtvis nedbrytning av arbetet i mindre delarbeten. På det primitiva stadiet befinner sig alltjämt många av dessa småföretag. Samtidigt gör man emellertid vad man kan för att få deloperationerna snabbare genomförda. Åtskilliga nya apparattillsatser har också kommit i bruk, bl.a. automatiska nålinpassare, trådavbitare, plisserare och fållvikare. Vissa perspektiv mot billig masstillverkning av kläder har också öppnats genom framställningen av två- eller treskiktade material som onödiggör foder och nya syntetiska tyger, som t.ex. gör det möjligt att åstadkomma sömmar på elektronisk väg i stället för att sy dem. En del avancerade produktionsmetoder har vidare lånats från metallbleckfabriker och pannplåtsverkstäder, varigenom man kunnat ersätta handklippning med automatklippning och blivit i stånd att automatiskt kopiera ett grundmönster i olika skalstorlekar. Man har också utarbetat metoder för att med fotocell styra ett syhuvud längs ett mönster. Uppfinningar av den här typen visar hur teknologin kan tillämpa samma principer på olikartade tillverkningsprocesser.
I den grafiska industrin ersätts sättmaskinens gjutning av blytyper med radsättning styrd av magnetband. Operatören preparerar ett kontrollband med hjälp av en apparat som är snabbare och lättare att sköta än en linotypemaskin. När något senare datorn möjliggjorde fotosättning började blyet att helt elimineras och därmed behovet av maskinsättarens färdighet att justera rader och bindestrecksord. Datorn sörjer för den saken med hjälp av avstavningslistor som täcker språkets alla ord.
De mångfaldiga uppfinningarna på maskinområdet har alla ett och samma syfte, nämligen att så långt möjligt avveckla arbetaren som kontrollör av arbetsprocessen och lämna över den funktionen till företagsledningarna, trots att dessa inte har någon direkt beröring med processen. Detta förhållande, som är helt avgörande för arbetarnas ställning i produktionslivet, nämns aldrig i officiella sammanhang. Allmänheten måste hämta sina eventuella insikter om arbets- och produktionsprocesser från andra källor, huvudsakligen tidnings- och tidskriftsartiklar och populärvetenskaplig sociologisk litteratur. Värdet av den sortens information om arbetslivets läge och utvecklingstrender i det moderna samhället är ytterst begränsat och förhöjs inte av skribenternas benägenhet att dramatisera sina skildringar och dra överdrivet optimistiska slutsatser. Två amerikanska forskare, Morris A. Horowitz och Irwin I. Herrenstadt, har gjort en grundlig studie av sådana informationskällor i samband med en stor undersökning om yrkeskravens förändringar. Deras studie omfattar de senaste femton årens utveckling, och de rapporterar följande:
"Vi gick igenom bibliografier på maskinområdet utgivna under de senaste femton åren i syfte att sålla fram den litteratur som ter sig väsentlig. Över 500 titlar utvaldes för sorgfällig granskning och analys. Det överväldigande flertalet av dessa arbeten visade sig innehålla allmänna spekulationer, baserade på vaga gissningar, på diskussioner med några få industri- och fackföreningsledare samt på ett fåtal praktikfall konstruerade av andra än författarna. Om någon av dessa böcker eller uppsatser behandlade automationen och dess verkningar på arbetskraften, så rörde sig diskussionen nästan alltid om hur automationen påverkar sysselsättningens omfattning, vilka effekter den har på yrkesstrukturen inom industrin och det enskilda företaget och på arbetarnas yrkesfärdigheter. Endast ett fåtal av dem gjorde ett försök att undersöka automationens konsekvenser för jobbens innehåll och vilka krav de förändrade jobben ställer på arbetarnas egenskaper."[21*]
Den brist på systematiserad information och analys som man alltså kan konstatera ger ett så mycket större värde åt James R. Brights tidigare citerade unika studier på detta område. År 1954 hade Harvard Business School inlett forskning om automationens effekter på företagsledningen, och 1958 publicerade Bright sin bok Automation and Management. Han inleder den med en översikt av mekaniseringens utveckling inom tillverkningsindustrin, med tonvikt på glödlampsindustrin och skoindustrin. Därefter följer en ytterst detaljrik analys av de tretton mest avancerade produktionssystem som var i bruk vid tiden för studiens genomförande. Bland undersökningsobjekten fanns Fords motorfabrik i Cleveland, vidare en starkt automatiserad bageriindustri, ett litet integrerat oljeraffinaderi, en ny automatisk produktionslinje i en fabrik för tillverkning av oljepackningar, en producent av skumgummimadrasser, där hela processen, från råmaterialets lagring till den färdiga produkten integrerats i ett radikalt nytt system, en kemisk anläggning för tillverkning av gödningsmedel, en högautomatiserad fodermedelsfabrik, en instrumentmakare med ett unikt matningssystem för komponenttillförsel, en mindre kolgruva med avancerad automatisk utrustning, en industri för produktion av elektriska reservdelar, som tillämpade en ny metod för sammansättningsarbeten, en plåtindustri med speciell arbetsorganisation samt en modern anläggning för tillverkning av V 8-motorer.
På grundval av sina omfattande undersökningar utarbetade Bright ett stort antal uppsatser (se t.ex. Harvard Business Review, juli/augusti 1958) samt, viktigast av allt, en summerande översikt av sina rön för the National Commission on Technology, Automation and Economic Progress, offentliggjord 1966.
Allmänt sett sysslar Bright i sina skrifter med automationens effekt på företagsledande, med uppmärksamheten främst riktad på de yrkesmässiga kraven i automatiserade industrier. Det bör observeras att han inte behandlar problemen från arbetarnas utan enbart från företagsledningarnas synvinkel. Hans grepp på ämnet är strängt sakligt, vilket kommer till klart uttryck i hans slutliga konklusion:
"Jag anser att det skulle vara ett allvarligt misstag och utgöra ett potentiellt hot mot vårt ekonomiska och sociala system att lägga överdriven vikt vid utbildnings- och skicklighetsspecifikationer. Om vi uppställer höga normer för arbetsuppgifter, som inte har verkligt behov av sådana normer, kommer vi att vålla individerna skada, skapa besvikelse och ovilja hos dem och öka arbetskostnaderna på ett olämpligt sätt."[67]
I företalet till den rapport, där dessa slutsatser redovisas, Automation and Skill Requirements, gör Bright följande kommentarer:
"Mina slutsatser rörande yrkeskraven på arbetskraften kommer utan tvivel att visa sig kontroversiella. I allmänhet accepterar man inte den uppfattningen att kurvorna för förhållandet mellan yrkeskrav och automatisering kommer att avvika från varandra allt starkare efterhand som automationen ökar. Man tar inte ens denna omständighet i betraktande."
Inte desto mindre förklarar Bright att han, efter att ha diskuterat problemet med minst tre-, fyrahundra industriledare och framlagt sina erfarenheter inför församlingar om totalt minst tretusen personer kunnat konstatera, att hans slutsatser inte mött särskilt starka invändningar, utom när det gäller de erforderliga yrkeskraven på anställda inom underhållsarbeten. På den punkten anser många att Bright underskattat automationens effekter. Den sortens kritik anser han dock kunna förklaras av "särpräglade personliga erfarenheter hos kritikerna, gjorda i speciella situationer".[68]
| Mekaniseringsnivåer och deras kraftkällor och
kontrollorgan (enligt tablå upprättad av James R. Bright) |
||||||||||
| Startande kontroll- organ |
Typ av maskin- svar |
Kraft- källa |
Nivå- nummer |
Mekaniseringsnivå | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| En variabel i omgivningen | Svarar med aktion | Modifierar egen aktion inom ett brett register |
Mekanisk (icke-manuell) | 17 | Anteciperar erforderligt
beteende och förbereder sig på att genom- föra det |
|||||
| 16 | Korrigerar beteende under operationen |
|||||||||
| 15 | Korrigerar beteende efter operationen |
|||||||||
| Väljer från begränsat antal möjliga aktioner |
14 | Identifierar och väljer
riktig upp- sättning av beteenden |
||||||||
| 13 | Väljer eller förkastar i
enlighet med måttangivelser |
|||||||||
| 12 | Förändrar hastighet,
inställning, riktning enligt måttsignaler |
|||||||||
| Svarar med signal |
11 | Rapporterar beteende | ||||||||
| 10 | Signalerar valda måttvärden (inkl. felupptäckter) | |||||||||
| 9 | Utvärderar arbete | |||||||||
| Kontrollmekanismen som styr förutbestämt aktionsmönster |
Inbyggt i maskinen |
8 | Igångsättning genom
införande av arbetsstycke eller material |
|||||||
| 7 | Fjärrstyrt maskinverktygssystem | |||||||||
| 6 | Programstyrt maskinverktyg (sekvens av fixerade funktioner) |
|||||||||
| 5 | Maskinverktyg, fixerad cykel (singelfunktion) |
|||||||||
| Människa | Varierande | Manuell | 4 | Handkontrollerat maskinverktyg | ||||||
| 3 | Handverktyg drivet av kraftkälla | |||||||||
| 2 | Handverktyg | |||||||||
| 1 | Hand | |||||||||
Brights undersökningar ger inte bara mängder av informationer, de ger dessutom grunden till fortsatt analys. Detta särskilt tack vare de "mekaniseringsprofiler" han utarbetat för sjutton olika "mekaniseringsnivåer" (se tabellen "Mekaniseringsnivåer och deras kraftkällor och kontrollorgan"). Frånsett de två första nivåerna, där endast arbete för hand och med handverktyg förekommer, redovisas för varje nivå dess specifika maskinfunktioner med tillhörande särdrag. Med hjälp av dessa profiler har Bright kunnat tabellera hela serien av operationer i alla de produktionssystem han studerat. På så sätt kan han ge långt mer realistiska beskrivningar av de automatiska produktionssystemen än man får av företagsledningarnas förskönande omskrivningar och av de bristfälliga informationsfragment, som ryms i journalisternas andtrutna skildringar.
När det gäller mekaniseringsnivåerna 1-4 drar Bright den slutsatsen att arbetarnas yrkesskicklighet ökar vid automation därför att på dessa nivåer arbetsprocessen förblir i händerna på arbetarna. (Se tabellen "Olika mekaniseringsnivåers krav på arbetarinsatser") På nivåerna 5-8, där arbetsstyrningen mekaniserats men alltjämt är beroende av arbetarna, ökar vissa yrkesfärdigheter medan andra minskar; slutsumman blir enligt Bright en viss ökning av den totala yrkesfärdigheten. På nivåerna 9-11, där maskinerna ställts under yttre kontroll åtminstone när det gäller tillgodoseendet av deras egna behov, försvinner flertalet yrkesfärdigheter. Vad slutligen angår de sex sista nivåerna, 12-17, som karakteriseras av självreglerande maskiner och alltså svarar mot avancerad automatisk produktion, pekar undersökningen på minskande färdigheter i fråga om flertalet av de kategorier som Bright undersökt. Det gäller för sådana färdigheter som bygger på kunskaper och erfarenhet och för den indikator som författaren kallar "beslutsfattande". De indikatorer som benämns "arbetarens insats" ger överhuvudtaget utslaget "minskande" eller "oförändrad" med undantag för kategorierna "ansvar" och "utbildning".[69]
| Olika mekaniseringsnivåers krav på arbetarinsatser (enligt tablå upprättad av James R. Bright) |
||||||||
| Mekaniseringsnivå | ||||||||
|---|---|---|---|---|---|---|---|---|
| 1-4 | 5-8 | 9-11 | 12-17 | |||||
| Arbetarens insats[A*] | Handstyrning | Mekanisk styrning |
Variabelstyrning, signalsvar |
Variabelstyrning, aktionssvar |
||||
| Fysisk ansträngning | Ökande- minskande |
Minskande | Minskande-noll | Noll | ||||
| Mental ansträngning | Ökande | Ökande- minskande |
Ökande- minskande |
Minskande-noll | ||||
| Yrkesfärdighet | Ökande | Minskande | Minskande-noll | Noll | ||||
| Allmänna färdigheter | Ökande | Ökande | Ökande- minskande |
Minskande-noll | ||||
| Utbildning | Ökande | Ökande | Ökande eller minskande |
Ökande eller minskande |
||||
| Erfarenhet | Ökande | Ökande- minskande |
Ökande- minskande |
Minskande-noll | ||||
| Risk för slumpmässig påverkan |
Ökande | Minskande | Minskande | Noll | ||||
| Tvång att underkasta sig icke önskvärda arbetsvillkor |
Ökande | Minskande | Minskande-noll | Minkande-noll | ||||
| Ansvar[B*] | Ökande | Ökande | Ökande- minskande |
Ökande, minskande eller noll |
||||
| Beslutsfattande | Ökande | Ökande- minskande |
Minskande | Minskande-noll | ||||
| Påverkan på produktivitet[C*] | Ökande | Ökande till mins- kande eller noll |
Minskande-noll | Noll | ||||
| Tjänsteålder | Ej påverkad | Ej påverkad | Ej påverkad | Ej påverkad | ||||
Sina resultat summerar Bright i en kurva som han kallar "Färdighetspuckeln" (se figur nedan).[70] Den ger en grafisk bild av vad författaren beskriver som "en antagen genomsnittlig erfarenhet" av en ökad mekaniserings effekter på yrkesfärdigheterna på var och en av de sjutton nivåerna. Kurvan visar en ökad färdighet endast på de fyra första nivåerna, därefter en skarp nedgång, som på de fyra sista nivåerna når nästan ända ner i botten, där överhuvud taget inga färdigheter finns kvar. Detta inträffar alltså just på de nivåer där sådana maskiner och verktyg installeras som är typiska för vad man populärt kallar "automation".
| Varför ökad automation kan få olika verkningar på yrkeskraven |
|
|
Till "Färdighetspuckeln" fogar Bright följande kommentar:
"Låt oss se på en metallarbetare. Så länge han begagnar handverktyg måste han äga en betydande yrkesfärdighet. När kraft från andra källor tillförs verktyget men detta förblir i arbetarens händer, behöver han ökade färdigheter och därtill större skicklighet i att fatta beslut som rör kontrollen av maskinverktygets beteende. Då fordras också ökad uppmärksamhet från arbetarens sida. Kunskaps- och erfarenhetskraven liksom utbildningskraven växer likaså i den mån som mekaniseringen fortskrider. Redan på nivå 4 måste arbetaren veta hur komplicerade maskiner skall styras och anpassas. Därmed har metallarbetaren blivit en 'maskinist'.
När mekaniseringen nått nivå 5 och 6 är det inte säkert att kraven på arbetskunskap minskar, men däremot reduceras kraftigt kraven på uppmärksamhet, beslutsskicklighet och maskinkontroll, om inte överlag så i alla fall delvis. I många fall är reduktionen enormt stor när det gäller tekniska kunskaper om maskinens sätt att fungera och metoderna för att anpassa den under processens gång. Detta är skälet till att det på dessa nivåer är tillräckligt att ha en operatör i stället för en yrkesutbildad maskinist. Uppgifterna för mannen vid maskinen inskränker sig till att sätta igång den och sedan helt enkelt 'vakta' den och då och då inspektera den.
När mekaniseringen når ännu högre nivåer, 7-10, där fjärrstyrda och signalgivande maskinverktyg opererar, följer ytterligare reducerade krav på uppmärksamhet, omdöme och förmåga att fatta beslut. Dessa effekter kan naturligtvis motverkas genom att maskinens uppbyggnad och utrustning blivit mer komplicerade och fordrar flera justerande ingrepp, med därav följande större kunskapskrav på arbetaren. Men en trend åt det hållet är tämligen sällsynt och en utveckling i motsatt riktning torde vara vanligare.
När nivåerna för variabel kontroll, d.v.s. 11-17, har uppnåtts finner man att arbetarna avkrävs små eller inga bidrag till produktionsaktiviteten, vare sig i form av fysiska eller mentala insatser. Ytterligare funktioner har mekaniserats. De inspekterande och korrigerande maskintillsatserna förser systemet med de erforderliga instruktionerna för anpassning under processen, och därmed befrias arbetaren från sådana mentala ansträngningar som att fatta beslut och avgöra bedömningsfrågor; han slipper också att göra ingrepp som anpassar maskinen till nya situationer. Rent definitionsmässigt är maskinsystemet nu automatiskt och behöver ingen mänsklig assistans för att fungera. 'Vakthållning' vid maskinen blir operatörens huvudsakliga uppgift. Med andra ord, operatören blir, om han överhuvud taget alltjämt är på plats, ett slags monitör, en uppsyningsman eller 'handledare'. Man kan också se honom som förbindelselänken mellan maskin och arbetsledning."[71]
Dessa slutsatser har inte framkommit som resultat av en abstrakt schematisering av problemet om mekaniseringens inverkan på arbetarnas yrkesskicklighet. De svarar mot förhållandena sådana de gestaltar sig i verkligheten. Bright klargör detta med många exempel:
"Under de många år jag sysslat med fältforskning kring företagsledningsproblem i s.k. automatiserade fabriker, och under de många diskussioner jag haft med industriledare, förvaltningstjänstemän, samhällsvetare och andra forskare, har jag slagits av det faktum att jag inte tillnärmelsevis i den omfattning som man vanligen gör gällande träffat på fall där verkningarna på yrkesskickligheten vid automation varit positiva. Tvärtom, jag har fått åtskilliga belägg för att automation reducerar yrkesfärdigheten hos folket på verkstadsgolvet och ibland hos samtliga anställda i företaget, inklusive underhållsarbetarna."[72]
Brights hänsyftning på underhållsorganisationen i företagen är särskilt intressant med tanke på de omfattande studier han gjort just av underhålls- och reparationsorganisationerna i de industrier han analyserat. Han har funnit att effekterna på yrkesutbildade underhållsarbetare av ökad mekanisering, särskilt när det gäller de högre mekaniseringsnivåerna, ingalunda är så enkla och lätta att tolka som man vanligen tror. Å ena sidan är det uppenbart att mekanisering av en betydande del av en produktionsprocess, plus nyhetskaraktären hos den utrustning som då kommer till användning - exempelvis elektroniska hjälpmedel och elektro-hydraulisk-pneumatiska igångsättningsmekanismer - jämte en hel del andra faktorer medverkar till att öka behovet av underhållsarbetare och de yrkesfärdigheter som är karakteristiska för dem. Å andra sidan finns det många faktorer som verkar i motsatt riktning. Bright pekar på en sådan faktor:
"En av automationens effekter är att den så att säga komprimerar en produktionslinje i den meningen att dess maskininsatser för en given produktvolym minskar, även om maskinsystemet i sig självt måste bli mera komplicerat. Detta har i flera fall lett till att underhållsorganisationen har kunnat minskas. Det är rätt naturligt att det blir så, eftersom den totala maskinvolymen reducerats och denna reduktion mer än kompenserar utrustningens ökade komplexitet."[73]
Den nu nämnda effekten har förstärkts ytterligare sedan mekaniseringen av de hjälpmedel industrin begagnar för att förhindra uppkomsten av oväntade maskinfel och andra driftsmissöden numera förts ett stort steg vidare. Detta har skett dels genom nya uppfinningar som gör det möjligt att förutse sådana missöden, dels genom att bättre och mer standardiserade kontrollmekanismer tagits i bruk.
Samtidigt förhåller det sig emellertid så, att dessa nyheter ifråga om kontrollutrustningar endast påverkar en liten del av den totala underhållsstyrkan. Bright förklarar, att han inte funnit några som helst belägg för att automationen ökar kraven på sådana yrkeskategorier som förtennare, rörarbetare, svetsare och snickare och endast få belägg för stigande krav på reparatörer inom hydraulik- och pneumatikområdena. Däremot har han mött många exempel på växande kunskapsfordringar ifråga om el-arbeten, dock inte när det gäller underhåll och reparation av elektronisk utrustning, där kraven är mycket begränsade och underhållsmanskapet fåtaligt. En av de undersökta fabrikerna hade en underhållsorganisation på sjuhundra man varav åttio elektriker, men av de sistnämnda var endast tre eller fyra man per skift kompetenta att utföra elektronikarbeten, alltså tio procent av totala antala elektriker och knappt mer än en procent av den samlade underhållsstyrkan.[74]
Trots att samtliga de analyserade industrierna likväl, genomsnittligt sett, utvidgade sina underhållsorganisationer så fann Bright många undantag. Han skriver:
"Det mest automatiserade oljeraffinaderiet i USA, en relativt liten enhet, hade 1954 en underhållsstyrka som uppgick till 21 procent av den totala arbetarpersonalen i företaget. I konventionella raffinaderier ligger siffran mellan 50 och 60 procent.
Två stora företag för tillverkning av reservdelar, vardera med en personal på 10.000 arbetare, har sedan 1946 arbetat hårt med automatisering av driften. Båda har gjort betydande insatser på området och utnyttjar nu hundratals maskiner med långt driven automatik. Men deras underhållsorganisationer har förblivit statiska. I det ena företaget har antalet underhållsarbetare hela tiden legat mellan 3,5 och 5 procent av den totala arbetskraften, i det andra mellan 6 och 8 procent. Läget har varit detsamma under det senaste dussintalet år, trots att under denna tid en intensiv automatisering genomförts i de båda företagen."[22*][75]
Marknadsutvecklingen för automatiska produktionsmaskiner har uppvisat samma karakteristiska mönster som konsumenterna lärt känna på hushållsapparaterna och bilarnas områden. Utrustningarnas modulkonstruktioner gör det lätt att ersätta förslitna delar. Tidigare tvingades konsumenterna att köpa en helt ny, dyrbar produkt när en del, som kanske bara kostade några få kronor, måste kasseras. Nu har modulutvecklingen gjort detta onödigt, men i gengäld har konsumenterna, ofta med stor irritation, nödgats konstatera hur yrkesskickligheten bland reparatörer och servicefolk sjunker.
Inom industrin är maskinfel orsaken till de längsta och kostsammaste driftsstoppen. Det billigaste sättet att reducera dem blir att ersätta den havererade maskinen. Tendensen att göra detta begränsar ytterligare antalet reparatörer, som har kompetens att göra något annat och mera än ersätta den skadade modulen sedan felet lokaliserats, och detta är något som de elektroniska utrustningarna själva gör i växande utsträckning. Därtill kommer att reparationsarbetare numera görs till föremål för tidsstudier och styrs av prestationsstandards på samma grundliga sätt som tillverkningsarbetarna. Ett sådant tidsstudiesystem kallas Universal Maintenance Standards (UMS) och dess verkningssätt beskrivs på följande sätt:
"UMS väljer ut ett antal jobb eller typer av jobb och indelar dem i kategorier alltefter den tid de kräver. I ett företag hade man vid slutet av år 1960 analyserat och fastställt standardtid-data för underhållsarbeten gällande för alla dess anläggningar i hela landet. Omkring femtiotvåtusen 'universalelement' hade då isolerats och fått fastställda standardtider. Varje arbetsledare i företagets samtliga anläggningar kan ringa upp ett centralt organ och få standardtiden för det jobb som är aktuellt för honom. De insamlade data finns på hålkort eller magnetband för behandling i datorer med stort minne. Tidigare hade ingen orkat genomföra de oerhört omfattande arbetstidsstudier som krävdes för ett sådant system."[77]
Bilden av automationen och dess effekter på yrkesskickligheten blir inte fullständig om man inte håller i minnet att det finns industrier där man eftersträvar en produktionsprocess så automatiserad att arbetarna över huvud taget inte behöver ta fysisk del i den. Detta teoretiska ideal kan naturligtvis sällan förverkligas, och det finns experter som menar att på teknologins nuvarande ståndpunkt måste våra s.k. automatiska produktionsanläggningar alltjämt kräva en hel del mänskliga insatser. Den kemiska industrin är den som kommit närmast det teoretiska idealet, tack vare sina möjligheter att konsekvent tillämpa flödesproduktion och hela tiden låta den produkt, som befinner sig i arbete, röra sig längs produktionslinjen i slutna kärl och rörledningar. Därigenom kommer arbetaren i en kemisk fabrik att framstå som den verkligt privilegierade "förmånstagaren" i automationsprocessen. De lovsånger som uppstäms till systemet gör sig också hörda i ändlösa variationer. Operatören i en kemisk anläggning, får man veta, har "bara att läsa av instrument och föra kort". Åtskilliga akademiska sociologer och andra "medelklass"-observatörer hälsar en sådan utveckling med tillfredsställelse. Få av dem tänker emellertid på att det kan vara svårare att övervaka en automatiserad tillverkningsprocess än att fysiskt ta del i tillverkningen. Till och med en forskare som Robert Blauner, som håller före att den kemiska industrin är den som skall kunna, som han uttrycker saken, "återföra arbetaren inom synhåll för arbetsprocessen", tvingas medge att operatören i t.ex. en petrokemisk fabrik inte behöver ha några kunskaper alls om kemiska processer.[78] Han citerar en direktör i ett oljeraffinaderi som dekreterat att han inte anställer andra arbetare än sådana med låg intelligenskvot. Blauner nämner en annan företagsledare i branschen som betecknar sina arbetare som "rätt och slätt bevakningspersonal". Han återger också ett bittert uttalande av en av dessa "vakter", som vid ett tillfälle luftade sin yrkesmässiga indignation över nedvärderingen av hans jobb i följande utbrott:
"Det krävs skicklighet för att utföra operatörens jobb i en kemisk anläggning. Ni har kanske hört talas om det projekt för arbetsvärdering som är på gång i det här företaget? Well, vår arbetsledare hyser inga höga tankar om vårt jobb. Att döma av det sätt varpå han beskriver det i utvärderingsprogrammet skulle man kunna tro att det lika väl skulle kunna utföras av en hop schimpanser. Han tror att vi operatörer är en samling idioter. Det har väckt mycken ond blod."[79]
Överföring av folk från operativt arbete till underhållsarbete är mycket vanligt i den kemiska industrin, medan överföringar i motsatt riktning praktiskt taget aldrig förekommer. Detta kan ha att göra med lönesättningen; den högst betalde operatören i en kemisk fabrik har en dagsförtjänst som understiger den lägst betalde underhållsarbetaren. Detta enligt uppgift av Bureau of Labor Statistics i juni 1971.[80]
Vad som händer med arbetarna i den automatiserade kemiska industrin är inte något annat än det som skett med arbetarna i andra produktionssystem. Automationsprocessen ställer dem under kontroll av företagsledningens planerare, vilket innebär att deras yrkesskicklighet förstörs i samma takt som kraven på denna skicklighet sänks och därmed behovet av utbildning. Den tidigare citerade arbetshistorikern Georges Friedmann skriver:
"I den kemiska industrin har arbetsfördelningen som regel inte antagit formen av transportbandsorganisation, men moderniseringen av utrustningen har i betydande grad reducerat den tid som krävs för att utbilda operatörerna. I en fabrik för destillering av stenkolstjära, där utbildningen av en bra operatör år 1949 tog omkring sex månader, anses numera tre veckors utbildning vara tillräcklig. Detta har blivit möjligt sedan flera, bättre och känsligare mätverktyg introducerats och man därigenom kunnat praktisera processproduktion."[81]
Det finns forskare som menar att tillkomsten av processindustrin är den "uppfinning" man länge väntat på för att kunna återskänka arbetarna deras tidigare roll i produktionen. Men de konfronteras med det dilemma som uppstår därför att processindustrins operatörer är låglönearbetare. Joan Woodward beskriver problematiken så här:
"Huvudproblemet för den sortens industri tycks vara hur man skall kunna ge operatörerna en bättre status. Denna typ av arbetskraft är nämligen inte formellt erkänd som yrkesutbildad utanför det egna företaget. Detta trots att den i verkligheten är mycket skicklig. Den traditionella gränsdragningen mellan helutbildad och halvutbildad yrkeskraft kan inte tillämpas i ett samhälle där det manuella, verkställande arbetet berövats sin tidigare ställning i produktionen medan det planerande, intellektuella arbetet fått behålla sin rangplats.
Den yrkesskicklighet som krävs av en operatör i processindustrin är av det sistnämnda intellektuella slaget. Operatören måste kunna ta emot och smälta en betydande mängd informationer inom en begränsad tidrymd och vara i stånd att handla i enlighet med dessa informationer. Den sortens yrkesskicklighet på verkstadsgolvet är inte formellt erkänd, och dessa operatörer rekryteras därför bland arbetare som endast är till hälften yrkesutbildade och följaktligen relativt lågavlönade. Detta skapar svårigheter för många företag inom processindustrin; det blir besvärligt för dem att i tider av arbetsbrist på hemorten skaffa folk till sina jämförelsevis lågavlönade operatörsjobb. Ett arbete som kräver huvudsakligen intellektuella färdigheter och därtill förmåga att snabbt förstå talade och skrivna informationer kan inte gärna locka praktiskt inriktade yrkesarbetare, utan enbart människor av en viss teoretisk läggning och åtminstone ett minimum av teoretisk utbildning."[82]
Joan Woodward gör som synes gällande att operatören i en kemisk fabrik inte formellt tillerkänns någon högre grad av yrkesskicklighet därför att den yrkesskicklighet han besitter huvudsakligen är av intellektuell och abstrakt natur. Men i det kapitalistiska samhället är det ju just den sortens arbete som åtnjuter störst erkännande. Varför förhåller det sig på rakt motsatt sätt när det gäller processindustrins operatörer? Vidare får vi av Joan Woodward veta, att det bara är utanför det egna företaget som dessa operatörers yrkesskicklighet ifrågasätts. Varför fortsätter då processindustrins företag att rekrytera operatörer som "bristfälligt yrkesutbildade och förhållandevis lågavlönade arbetare"? Författarinnan gör inget försök att tala om var det egentliga hindret ligger för en bättre ordning. Under dessa omständigheter måste läsaren ha rätt att tvivla på att hon ställer problemet på rätt sätt. Skulle man inte få en bättre insikt om problemets verkliga natur om man lät det vara vad det är i stället för att dölja det bakom en dimma av spekulativa resonemang? Sanningen är nämligen, att det är dessa lågavlönade, förment icke yrkesskickliga, bristfälligt utbildade operatörer som kontrollerar hela driften i en processindustri och gör detta i kraft av sina stora tekniska kunskaper. Men just därigenom representerar de en trend som går stick i stäv med den moderna industrins strävanden.
Om man betraktar maskiner endast ur den fysiska aspekten, så utgör de ingenting annat än högt utvecklade produktionsinstrument, avsedda att öka den mänskliga arbetskraftens effektivitet. Alldeles som arbetaren när han tillverkar ett enkelt verktyg gör en förberedelse till själva produktionsprocessen, så representerar tillverkningen av moderna produktionsmedel - t.ex. självreglerande maskiner - bara en insats av arbetstid i syfte att skaffa fram hjälpmedel för framtagandet av en vara eller en tjänst. Detta arbete, som alltså föregår den direkta produktionsprocessen och är ett arbete i det förflutna, överför sitt inneboende värde till de framtida produkterna endast bitvis, d.v.s. efterhand som produkterna tillverkas. Detta är ett faktum som kapitalisten erkänner i och med att han gör avskrivningar på sina maskiner.
Det arbete som finns nedlagt i produktionsmaskinerna och som nyttiggörs först sedan dessa maskiner börjat arbeta i produktionen, kallade Marx dött arbete, till skillnad från det levande arbete som tar del i själva produktionsprocessen. I egenskap av materiell process är produktionen, som gör bruk av verktyg, instrument, maskiner och byggnader, en vardaglig och lättbegriplig aktivitet: levande arbete utnyttjar sitt eget, upplagrade arbete för att hålla igång produktionen. Som en sådan rent fysisk process är dess villkor och relationer lika enkla och klara som förhållandet mellan de första stenyxorna och drejskivorna och de män och kvinnor som tillverkade och begagnade sig av dem.
Men med kapitalismens uppkomst och de nya sociala förhållanden den förde med sig förändrades allt detta. Produktionsmedlen blev från att ha varit tillverkarens egendom kapitalistens egendom. Med andra ord, dött arbete blev kapital. Det tidigare rent fysiska förhållandet har givits en social form. Det ideal som kapitalismen strävar efter är det döda arbetets dominans över det levande arbetet. I sitt begynnelseskede förmådde den sällan förverkliga detta ideal, men efterhand som maskinerna utvecklades och kapitalägarna lärde sig att utnyttja alla deras speciella tekniska egenskaper för egna syften, skapades ett system, där det döda arbetets makt över det levande arbetet, de rikas makt över de fattiga, arbetsgivarens över arbetaren inte längre var rätt och slätt ett allegoriskt talesätt utan ett fysiskt faktum. Drivkraften bakom denna utveckling var, som vi sett, kapitalägarnas oavlåtliga strävan att dels utöka och fullkomna maskinbeståndet, dels reducera och degradera arbetarna.
Hela denna process beskrevs av Marx vid en tid då den nyss inletts, men ännu ett århundrade senare förblir hans framställning uttömmande och den kan inte förbättras, trots att vi under det sekel som sedan dess förflutit har fått en mängd nya upplysningar och erfarenheter, efterhand som kapitalismen vidareutvecklats. Det finns därför skäl att låta Marx själv komma till orda. I "Kapitalets" första del, trettonde kapitlet om Maskineri och storindustri, skriver han:
"Det är gemensamt för all kapitalistisk produktion, försåvitt den inte endast är en arbetsprocess utan samtidigt en kapitalets värdeökningsprocess, att det inte är arbetaren som använder arbetsmedlet, utan tvärtom arbetsmedlet som använder arbetaren. Men först med maskineriets införande blir denna upp- och nedvända ordning en tekniskt handgriplig verklighet. Genom att arbetsmedlet förvandlats till automat, uppträder det i arbetsprocessen som kapital gentemot arbetaren, som dött arbete som behärskar och utsuger den levande arbetskraften. Som redan antytts, fullbordas skilsmässan mellan produktionsprocessens andliga potenser och kroppsarbetet samt deras förvandling till kapitalmakter över arbetet i den på maskineriets grundval uppbyggda storindustrin. Den enskilde, facklärde maskinarbetarens detaljskicklighet försvinner som en obetydlig bisak för vetenskapen, för de oerhörda naturkrafterna och för det samhälleliga massarbetet, som alltsammans är förkroppsligat i maskinsystemet och med detta utgör underlaget för kapitalets, 'mästarens', makt."[83]
Det är denne "mästare", som står bakom maskinen och dominerar och förkväver det levande arbetet. Det är ingalunda maskineriets produktiva kraft som försvagar mänskligheten, det är det sätt, på vilket denna kraft utnyttjas i kapitalismens samhällssystem, som degraderar både arbete och arbetare. Men det har blivit modernt att lägga skulden till maskinens dominans över människorna på maskinen själv, i stället för på de sociala villkor som kapitalismen skapar. För detta betraktelsesätt är samhället ingenting annat än en extrapolering av vetenskap och teknologi och maskinen är samhällets fiende; det ser på maskinen, som i verkligheten inte är någonting annat än en produkt av mänskligt arbete och mänsklig uppfinningsförmåga vilken kan förändras i enlighet med människornas vilja, som en oberoende faktor i de mänskliga sociala sammanhangen. Den förlänas ett eget liv, den inträder i "relationer" till människorna, den utrustas med förmåga att utforma den mänskliga tillvaron och ibland t.o.m. att utstaka dess mål.[23*] Men detta är att materialisera ett abstrakt och socialt förhållande, och det utgör ett exempel på den fetischism som Marx talar om på ett ställe i "Kapitalet", där han utreder hur det kommer sig att arbetsprodukten, varan, i människornas ögon förvandlats till ett övernaturligt ting. Han skriver härom:
"För att finna en analogi måste vi ta vår tillflykt till den religiösa världens dimmiga regioner. Här framträder den mänskliga hjärnans produkter som självständiga gestalter, som begåvats med eget liv och står i relationer till varandra och till människorna. På samma sätt är det med den mänskliga handens produkter i varornas värld. Detta kallar jag den fetischdyrkan, som vidlåder arbetsprodukterna, så snart de blir producerade som varor, och därför är oupplösligt förenad med varuproduktionen."[85]
Denna fetischism blir mest utpräglad när den är förbunden med det slags människotillverkade produkter som blir till kapital i form av maskiner. De fungerar för kapitalistens räkning på ett sätt som denne planerat med yttersta omsorg och precision, men i de vanliga människornas ögon ter det sig som om de handlade av egen kraft, i enlighet med egna lagar och av inre nödvändighet. Denna s.k. inre nödvändighet får olika benämningar, "tekniska behov", "specifika maskinkrav", "effektivitetskriterier", men i verkligheten handlar det hela tiden om kapitalets behov och krav. Ty maskinen är endast ett uttryck för den förmåga som kapitalet utvecklar mest energiskt av alla, nämligen den tekniska förmågan att åstadkomma skilsmässa mellan arbetskontroll och arbetsutförande.
I verkligheten besitter ett maskinsystem mängder av latenta kapaciteter, men kapitalet föredrar att förkväva en del av dem i stället för att aktivera och utveckla dem. Ett automatiskt maskinsystem skulle t.ex. kunna ge möjlighet till verklig kontroll över en högproduktiv fabrik med hjälp av ett relativt litet antal arbetare, under förutsättning att dessa arbetare gavs tillgång till kvalificerade ingenjörskunskaper och därefter fördelade dessa kunskaper sinsemellan så att de kollektivt kom att behärska alla de maskinella operationerna i fabriken, från de mest avancerade till de mest rutinmässiga. Ett sådant sätt att "socialisera" arbetskraften och göra den till en högklassig kontrollenhet skulle, principiellt sett, innebära att vi fick tillgång till ett maskinsystem utrustat med en mera slående egenskap än något tidigare känt system. Men detta löftesrika perspektiv, som skymtat varje gång ett väsentligt teknologiskt framsteg gjorts alltsedan den industriella revolutionens dagar, har ständigt saboterats av kapitalisternas strävan att oupphörligt driva arbetsdelningen vidare. Och de fortsätter i samma riktning, trots att arbetsdelningen framstår som alltmer föråldrad för varje dag som går.[24*]
Detta sista påstående verifieras av det faktum att dagens industriarbetare är långt mindre skickade att själva leda de företag där de är anställda än vad deras föregångare var för femtio år sedan, ja, t.o.m. mindre skickade än vad arbetarna var för hundra år sedan. Kapitalismens s.k. framsteg förefaller enbart leda till att klyftan mellan arbetare och maskin vidgas och att arbetaren i allt högre grad blir maskinens slav, dignande under ett allt tyngre ok.[25*]
Om maskinen kan sägas vara föremål för fetischdyrkan så har arbetsdelningen i sin nuvarande form blivit en veritabel religion. Följande rader ur ett verk om samhälle och vetenskap förtjänar att begrundas:
"Sammansättningsbandet i industrin är ... en betydande social uppfinning. Utan den skulle modern teknologi och maskinteknik vara omöjliga, oavsett hur djupgående våra vetenskapliga kunskaper i dessa materier vore. Eftersom vetenskap och teknik numera är utomordentligt beroende av varandra och ömsesidigt befruktar varandra, är upprätthållandet av den starka arbetsfördelning som karakteriserar det moderna industrisamhället ett grundvillkor för båda."[89]
Transportbandets främsta fördel är att det möjliggör kontroll av arbetskraften, och av det skälet är det naturligtvis utomordentligt värdefullt för kapitalister och företagsledare, vilkas intressen går stick i stäv med arbetarnas. Men från rent teknologisk synpunkt är transportbandet en ytterst primitiv anordning, som inte har någonting att göra med modern teknologi. Det hindrar naturligtvis inte att det är i sådana barbariska relikter man har att söka ursprunget till vetenskap och teknologi. Slaveriets apologeter i antikens Grekland likaväl som i de amerikanska sydstaterna framhöll ständigt att det var deras jordbruksträlar och husslavar som utgjorde förutsättningen för att fria män kunde ägna sig åt att skapa konst, vetenskap och kultur. Moderna apologeter går ett steg längre och förehåller arbetarna att de måste stanna på sina platser vid transportbandet för att därigenom skapa förutsättningar for en vidareutveckling av vetenskap och teknologi som i sin tur möjliggör ännu mera strålande exempel på arbetsfördelning.
Faktiskt är det denna väg arbetarna tvingas gå så länge de fortsätter att vara kapitalets tjänare i stället för fria, jämbördiga producenter, som själva styr sitt arbete och sina öden. Så länge kommer de också att dag för dag arbeta på att uppföra mera "moderna", mera "vetenskapliga" och mera avhumaniserade arbetsfängelser åt sig själva.
Ett ord av Marx säger, att generaler vinner krig genom att rekrytera arméer och att industrimagnater vinner krig genom att avdanka arméer. Naturligtvis förhåller det sig så att tillkomsten av företagsledningar i kombination med teknologiska landvinningar inneburit att stora skaror av arbetare gjorts sysslolösa. Organisatoriska och tekniska förbättringar av den art, som beskrivits i föregående kapitel, har lett till en ständig ökning av arbetsproduktiviteten, och detta i sig själv medför en reducering av arbetskraften. Men tillämpningen av moderna managementmetoder och avancerad maskinteknologi har blivit möjlig först i och med att produktionsvolymen vuxit sig stor. På så sätt kommer den snabba produktivitetsökningen att motvägas av en produktionstillväxt, och främst som en följd härav har sysselsättningen inom tillverkningsindustrin inte minskat mätt i absoluta tal. Befintlig statistik pekar på att varutillverkningsindustrin, byggnads- och anläggningsindustrin, gruvindustrin, skogsindustrin och verkstadsindustrin, som i den äldre industristatistiken kallades "mekanisk industri", haft en ständig tillväxt av antalet sysselsatta alltifrån 1820, det år då industristatistiken grundades i USA.
Den väldiga andel av arbetarbefolkningen, som alltjämt har sin utkomst från de nämnda industrierna, klargör att de närmaste hundrafemtio årens oerhörda mekanisering trots allt haft endast en begränsad inverkan på sysselsättningen. Det är ju inte heller enbart tekniska faktorer som bestämmer om och när det blir billigare att ersätta levande arbetskraft med maskiner. Detta beror också av lönenivån, som i sin tur påverkas av förhållandet mellan utbud och efterfrågan av arbetskraft. Utbudet, som inkluderar den reservarmé som består av arbetare på jakt efter jobb, avgörs delvis av mekaniseringen, som förvandlar sysselsatta arbetare till friställda arbetare. Själva snabbheten i mekaniseringsprocessen kommer att verka som en broms på den fortsatta mekaniseringen, eftersom den sörjer för ett ökat utbud av billig arbetskraft genom att friställa arbetare i vissa industrier, samtidigt som den sätter stopp för sysselsättningsexpansionen i andra industrier.[26*]
Om man sålunda inte kan utläsa någon reduktion av sysselsättningen inom de näringsgrenar som ligger utanför jordbruket ur de absoluta tal som industristatistiken ger, så kan en sådan reduktion spåras i de relativa siffrorna. Tabellen på s 206 över antalet i USA sysselsatta arbetare utanför jordbruket under åren 1820-1970 ger klart besked på denna punkt. Den sista kolumnen i denna tabell ger vid handen, att andelen arbetare sysselsatta utanför jordbruket sjunkit från 45,6 procent år 1820 till 33,0 procent 1970.
Med hänsyn till 1800-talsstatistikens opålitlighet är det knappast tillrådligt att dra någon annan slutsats av tabellens siffror än att andelen "industrianställda" av USA:s totala arbetande befolkning under hela århundradet fluktuerade mellan 45 och 50 procent. Detta läge bestod karakteristiskt nog ända fram till år 1920, men under de därefter följande femtio åren sjönk siffran stadigt för att 1970 ligga på 33 procent. Balansen mellan produktionens och produktivitetens tillväxt bevarades under hela perioden 1820-1920, men den förefaller ha brutits under 1920-talets förlopp. Fr.o.m. detta årtionde började sysselsättningen inom den utanför jordbruket liggande näringssektorn att stadigt sjunka i relation till den totala arbetsstyrkan i landet.
| Antalet arbetare utanför jordbruket 1820-1970[27*] | |||||||||
| Totalt 1.000-tal |
Arbetare i tillverknings-, byggnads- och annan "varuproducerande" industri |
||||||||
| 1.000-tal | Procent | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1820 | 810 | 369 | 45,6 | ||||||
| 1830 | 1.167 | 550 | 47,1 | ||||||
| 1840 | 1.702 | 828 | 48,6 | ||||||
| 1850 | 2.732 | 1.375 | 50,3 | ||||||
| 1860 | 4.244 | 2.153 | 50,7 | ||||||
| 1870 | 6.023 | 2.979 | 49,5 | ||||||
| 1880 | 8.885 | 4.539 | 51,1 | ||||||
| 1890 | 13.549 | 6.549 | 48,3 | ||||||
| 1900 | 18.374 | 8.641 | 47,0 | ||||||
| 1910 | 25.750 | 11.836 | 46,0 | ||||||
| 1920 | 30.931 | 14.179 | 45,8 | ||||||
| 1870 | 6.075 | 2.890 | 47,6 | ||||||
| 1880 | 8.807 | 4.237 | 48,1 | ||||||
| 1890 | 13.380 | 6.155 | 46,0 | ||||||
| 1900 | 18.161 | 8.103 | 44,6 | ||||||
| 1910 | 25.779 | 11.864 | 46,0 | ||||||
| 1920 | 30.985 | 14.221 | 45,9 | ||||||
| 1930 | 38.358 | 15.345 | 40,0 | ||||||
| 1920 | 27.350 | 12.745 | 46,6 | ||||||
| 1930 | 29.424 | 11.943 | 40,6 | ||||||
| 1940 | 32.376 | 13.204 | 40,8 | ||||||
| 1950 | 45.222 | 18.475 | 40,9 | ||||||
| 1960 | 54.234 | 20.393 | 37,6 | ||||||
| 1970 | 70.616 | 23.336 | 33,0 | ||||||
Den mest slående trenden alltifrån 1920-talet har emellertid varit den påtagliga förändringen av sysselsättningsstrukturen inom de näringsgrenar som ligger utanför jordbruket. Den tekniska och organisatoriska utvecklingen har, som tidigare påpekats, lett till att det planläggande arbetet och det utförande arbetet skilts åt och en mängd uppgifter flyttats från verkstaden till kontoret. Detta har gett upphov till en mycket talrik kår av tekniker och kontorsarbetare. I alla betydande kapitalistländer har, med början från sekelskiftet, allt fler anställda överflyttats från direkt arbete i produktionen till planläggningsarbete och pappersarbete över huvud taget. När 1900-talet gick in var den typiska sysselsättningsstrukturen i tillverkningsindustrin sådan, att på hundra anställda i direkt produktionsarbete kom fem å tio anställda på administrativa och tekniska poster. När andra världskriget var slut hade utvecklingen fortsatt så att det då gick mer än tjugo anställda utanför den egentliga produktionen på hundra anställda i den direkta produktionen. Tabellen här nedan ger besked om utvecklingen under åren 1899-1947:[28*][92]
| Administration | Produktion | Admin./ prod. proportion |
|||||||
|---|---|---|---|---|---|---|---|---|---|
| 1899 | 348.000 | 4.496.000 | 7,7 | procent | |||||
| 1909 | 750.000 | 6.256.000 | 12,0 | ||||||
| 1923 | 1.280.000 | 8.187.000 | 15,6 | ||||||
| 1929 | 1.496.000 | 8.361.000 | 17,9 | ||||||
| 1937 | 1.518.000 | 8.553.000 | 17,7 | ||||||
| 1947 | 2.578.000 | 11.916.000 | 21,6 | ||||||
Man bör emellertid observera, att ökningen av vad som i tabellen rubriceras som administrativ personal inte enbart är beroende av de utvecklingsfaktorer som vi hittills sysslat med, alltså den nya organisationen av produktionsarbetet och införandet av stora maskinsystem. Siffrorna för antalet administrativt sysselsatta är nämligen, som Delehanty påpekat, ett residuum, en restpost uppkommen sedan man räknat bort alla dem som arbetar direkt i produktionen eller utgör underhållsarbetare och hjälparbetare. Till administrativ personal kommer därför att hänföras inte bara kontorsarbetare och anställda på ekonomi-, finans- och marknadsavdelningar, utan också alla ingenjörer och tekniker i övrigt. Den existerande yrkesstatistiken gör det inte möjligt att separat redovisa var och en av de båda kategorierna av administrativ personal, men det finns mycket som indikerar att teknikernas grupp är den mindre av de två.
En tidig tysk forskare på detta område, Emil Lederer, fann att den tekniska personalen i tillverknings-, gruv- samt byggnads- och anläggningsindustrin i Tyskland ökade med 153 procent under åren 1895-1907, medan den i handeln sysselsatta personalen ökade med 206 procent under samma tid.[94] När det gäller den amerikanska tillverkningsindustrin konstaterade Delehanty 1961 att det gick 35 administrativt sysselsatta på 100 produktionsarbetare, men att av de 35 var endast knappt åtta - 7,9 för att vara exakt - ingenjörer, tekniker eller forskare.[95]
Om man vill försöka uppskatta den tillväxt av tekniker som skett till följd av den andra industriella revolution, som inleddes på 1870-talet och som ledde till skilsmässan mellan planeringsarbete och verkställighetsarbete i produktionen, torde det vara bäst att gå förbi industristatistiken och hålla sig till folkräkningarnas yrkesklassificering. Enligt denna källa fanns det i Förenta staterna år 1970 ungefär 1,2 miljoner ingenjörer, huvudsakligen sysselsatta i tillverkningsindustrin men också inom transport- och kommunikationsväsendet samt i statliga verk eller verksamma som självständiga konsulter. Samma år fanns det omkring en miljon tekniker, inklusive ritare, samt 350.000 naturvetenskapliga forskare av skilda slag. Totalt räknade de nämnda yrkeskategorierna sålunda omkring 2,5 miljoner människor år 1970, vilket skall jämföras med motsvarande siffra för år 1900, som var 80.000. Slutsatsen måste bli att de berörda yrkesgrupperna är praktiskt taget helt och hållet tillkomna genom den produktionsrevolution som ägt rum under de senaste hundra åren.
Trots den snabba tillväxten utgör de nya tekniska massyrkena en relativt liten del av den arbetande befolkningen i USA. Om man lägger tillsamman 1970 års alla ingenjörer, tekniker, kemister, naturvetenskapliga forskare, arkitekter, ritare och formgivare kommer de att representera tre procent av den totala arbetande befolkningen i Förenta staterna nämnda år. Självfallet måste man till slutsumman lägga ett visst, okänt antal arbetsledare som huvudsakligen sysslar med tekniskt övervakningsarbete, men i gengäld måste man dra ifrån ett likaledes okänt antal naturvetenskapliga forskare, vilkas jobb har föga eller ingenting att göra med varuproduktion, liksom även ett förmodligen rätt stort antal ritare och andra tekniker, vilkas arbetsuppgifter är så pass rutinmässiga och lättlärda att de inte har något att göra med planeringsfunktioner eller med abstrakt tankearbete överhuvud taget.
Försöker man till sist balansera de tillgängliga data når man fram till den slutsatsen, att de tekniska kunskaper som krävs för att hålla igång de olika amerikanska industrierna är koncentrerade till en grupp människor som representerar endast tre procent av den totala arbetande befolkningen i USA. Givetvis kan denna procentsats ligga något högre eller något lägre i olika industrier.
I våra dagar är utövandet av civilingenjörsyrket i USA helt begränsat till personer som tagit en ingenjörsexamen efter minst fyra års studier vid en högre teknisk läroanstalt. Förutom de traditionella specialiteterna har det tillkommit en del nya ingenjörslinjer, som aeronautisk konstruktion och industriell planering. Den sistnämnda var en mycket liten specialitet ännu så sent som på 1930-talet. Det är det sist nämnda slaget av ingenjörer som mest omedelbart sysslar med planering av produktionsprocesserna. Går man tillbaka till 1800-talets början existerade ingenjörsyrket knappast i USA vid den tiden. År 1816 fanns ungefär trettio ingenjörer eller kvasiingenjörer i hela landet. Den första yrkesstatistiken, som härrör från 1850, redovisade ungefär 2.000 ingenjörer i Förenta staterna, men få av dem hade uppnått sin ställning i kraft av genomgången universitets- eller högskoleutbildning, och flertalet av dem var sysselsatta med kanal- och järnvägsbyggande. Det var först med den teknisk-vetenskapliga revolutionen och uppsvinget inom modern industri i egentlig mening under åren mellan 1880 och 1920 som ingenjörsyrket blev allmänt företrätt i den amerikanska tillverkningsindustrin. Under de nämnda fyrtio åren ökade antalet ingenjörer av alla kategorier med nästan 2.000 procent, från 7.000 år 1880 till 136.000 år 1920. Den icke specialiserade ingenjören trädde i bakgrunden för gruvingenjören, metallurgingenjören, de mekaniska, elektrotekniska och kemiska ingenjörerna. Medan under hela 1870-talet endast 866 ingenjörer utexaminerades i USA, tog samma antal sin examen enbart under år 1890, och 1910 hade antalet inskrivna vid högre tekniska läroanstalter stigit till 30.000.[96]
Den enorma, stadiga efterfrågeökningen på ingenjörer har även utanför deras egen krets skapat en veritabel massysselsättning. Vi har fått nya stora yrkesgrupper, exempelvis bokförarnas, där arbete kunnat beredas för många mindre handelsidkare och andra småföretagare som slagits ut av storkonkurrenter och stötts bort från den gamla medelklassen. För ingenjörerna själva har utvecklingen lett till uppkomsten av vissa särdrag som brukar vara förenade med massyrken. Ingenjörernas egen verksamhet har rationaliserats, arbetsfördelningen har drivits allt längre med starkt förenklade och mekaniserade jobb, och samtidigt har det förmärkts en tendens till sjunkande relativa löner inom yrket, en viss arbetslöshet och därmed en viss ökad fackföreningsanslutning från yrkesmedlemmarnas sida.
I en undersökning gjord för the National Bureau of Economic Research och redovisad i en rapport kallad "Efterfrågan och utbud av teknisk-vetenskaplig personal" har författarna, David M. Blank och George J. Stigler, kunnat påvisa att efterfrågan på ingenjörer i USA visserligen stigit tämligen snabbt alltsedan 1890, men att utbudet vuxit ännu mycket snabbare med följd att lönerna för denna arbetskraft stadigt sjunkit jämfört med lönerna för den totala arbetande befolkningen. Genomsnittslönen för ingenjörer låg år 1929 100 procent högre än genomsnittslönen för övriga heltidsarbetande i tillverkningsindustrin, men år 1954 låg den endast 66,6 procent högre.[97]
Ingenjörsarbete består huvudsakligen av planering, men så snart ett projekt vuxit sig stort nog kommer även planeringen att underkastas de traditionella reglerna för arbetsfördelning. Ett exempel härpå finner man i det sätt på vilket A. O. Smith Company planerade sin bilramsfabrik på 1950-talet. Planeringsarbetet bröts ner till segment, både när det gällde projektet i stort och skilda tekniska specialiteter. Så här beskrev företagets högsta tekniska ledning proceduren:
"Först gjorde vi en utvärdering av kapaciteten hos samtliga våra tillgängliga ingenjörer. Deras tekniska specialiteter, deras arbetsattityder samt typen på lämpligt projektjobb för dem registrerades. Vissa av dem kunde tänkas lämpliga som planritare, andra som produktutformare, etc. Denna utvärdering gjordes av den ledargrupp som bäst kände de ifrågavarande kandidaterna till de skilda jobben.
Vi gjorde också en psykologisk utvärdering av varje man ...
Sedan sammanförde vi samtliga ingenjörer och gjorde klart för dem de mål företaget siktade på ... Vi fastställde vissa regler som planeringsarbetet skulle följa. Vi förklarade att dessa regler måste hållas obrottsligt. Envar som vägrade att arbeta i enlighet med dem skulle ställas åt sidan. Åtta timmar per dag skulle reglerna efterlevas. Klagomål som de kunde föranleda skulle framföras direkt till ledningen, som noggrant skulle granska dem och om så befanns nödvändigt ändra reglerna i påtalade hänseenden. Men ingen enskild projektdeltagare fick göra ändringar i dem eller åstadkomma avvikelser från det operationsförlopp som ledningen fastställt.
Vi rekommenderade var och en av projektledarna att sätta skygglappar på sig så att de inte frestades att kasta snedblickar på arbetsgrannen och spekulera över hans jobb. Det var den tekniska toppledningens uppgift att bekymra sig om sådana saker."[98]
Det skall erkännas att de regler och den procedur som följdes i fallet A. O. Smith Company uppenbarligen fastställts under tidsnöd. Men många andra planeringsprojekt behandlas på samma sätt, och därmed blir åtskilliga ingenjörer dömda att uteslutande syssla med rena rutinjobb, medan själva planeringsarbetet, dess bakgrund och filosofi blir "den tekniska toppledningens uppgift". Samtidigt blir det sörjt för att datorstyrd planering och datorstyrda operationer underlättar en översättning av ingenjörernas traditionella grafiska språk till ett numeriskt språk som kan begripas av numeriskt styrda instrument.[99] Därmed öppnas möjligheten att överföra en del av ingenjörernas funktioner till elektronisk utrustning. Åtskilliga element i en planeringsprocess, som ju till stor del måste bestå i framtagning av standardinformationer från arkiv och handböcker, kan lagras i dataregister och göra kalkylarbetet mycket snabbare.
Små elektriska motorer är exempel på mycket komplicerade maskiner som i dag kan utformas medelst datorstyrd programmering. I enlighet med givna specifikationer kan en dator välja ut exempelvis standardiserad rotor- och statorplåt likaväl som rotoraxlar och kåpor. Den kan också utföra vissa beräkningar för dimensionering av isoleringstråd och lindningar. Det "input" som krävs för sådana automatiska konstruktionsprocesser består helt enkelt av en tabell, på vilken ingenjören fört in de önskade prestationsdata. Datorns "output" blir en lista över standarddelar plus data över isoleringstrådens och lindningens konfiguration samt en förteckning över de delar som skall lindas.[100]
Liknande metoder används även för att skärpa analysen av andra intrikata arbetsuppgifter, t.ex. att bestämma mönstret för de försänkta nitarna på ett flygplan, att planera en bro, ett sjukhus etc. Bortsett från databehandlingens arbetsbesparande effekter får tillämpningen av sådana metoder konsekvenser för sysselsättningsstrukturen, som förändras på ungefär samma sätt som vid numerisk styrning. Eftersom detta slag av tekniker kommer till flitig användning därför att de är fördelaktiga för den arbetsfördelning som företagsledningarna uppmuntrar, kommer ingenjörer och ritare att i växande utsträckning ersättas av dataregistrerande kontorsarbetare och rutiniserade maskinskötare. Vidare förstärker de tendensen till koncentration av högkvalificerat ingenjörsvetande till en allt mindre grupp av individer. På så sätt kommer själva den process, som gett upphov till massförekomsten av ingenjörer, att tvinga fram en rutinisering av deras eget jobb, och denna rutinisering kan väntas vara slutförd den dag då den teknologi, som sysslar med fasta kroppars elektronik blivit fullt utvecklad.
Frånsett de medicinska och dentala arbetsområdena fanns det år 1970 ungefär en miljon tekniker i USA. Av dem var ca 310.000 ritare, 90.000 arbetsledare, radiooperatörer och luftfartskontrollörer, medan de återstående 600.000 var ingenjörer med ett inslag av naturvetenskapliga forskare. Det finns ingen allmänt accepterad definition av å ena sidan begreppet "ingenjör", å andra sidan begreppet "tekniker", men man torde kunna säga att det särskiljande draget hos teknikern är att han eller hon fungerar som hjälpreda till ingenjören eller den naturvetenskaplige forskaren. Det är de rutinmässiga och lägre betalda jobben som går till de relativt outbildade teknikerna.[29*] Flertalet av dem saknar specialutbildning, bortsett från vad de kan ha lärt sig i själva jobbet. Efterhand som tillströmningen till högre tekniska läroanstalter ökat har emellertid företagsledningarna blivit alltmer benägna att rekrytera teknikerposterna från tvååriga tekniska institut, i en del fall t.o.m. från fyraåriga tekniska högskolor. Vad gäller lönen till teknikerna så ligger den i USA inte mycket högre än de yrkesutbildade arbetarnas: i början av 1971 var t.ex. genomsnittslönen för en ritare 170 dollar i veckan, medan den för yrkesarbetare och förmän var 167 dollar.[102]
Den revolution som ägt rum inom teknologin och företagsledningstekniken har inte bara lett till att de tekniska expertkunskaper, som krävs för att handha produktionsprocesserna, har koncentrerats till en liten grupp av människor. En annan effekt består i att en mängd nya kontorsarbeten skapats. Dessa arbeten har kontoret övertagit från verkstaden. Eftersom det på så sätt blir företags- och arbetsledningarna som styr produktionsprocesserna från sina skrivbord, där de - som tidigare sagts - på papper följer, anteciperar och duplicerar den fysiska processen i verkstaden, blir följden en enorm mängd nya registrerings- och beräkningsjobb förlagda till kontoret. Materialtillförsel, produkter i arbete, produkter i förråd, arbetskraftsförsörjning och maskinanskaffning måste göras till föremål för grundliga kostnads- och tidsberäkningar. Varje fas i produktionsförloppet måste registreras i detalj, fjärrkontrolleras från kontoret och summeras i rapporter som ger en tvärsnittsbild av läget i varje givet ögonblick. Sådana rapporter utarbetas ibland dagligen för sådana funktioner som fysisk produktion, underhållsarbeten, utskeppningar, lagring, etc. Denna väldiga arbetsvolym utförs av hela arméer av kontorsarbetare, som jobbar med stöd av datacentraler och särskilda kontorsledningar utsedda för ändamålet. Eftersom det inte finns något sätt att skilja detta kontorsarbete från övrigt administrativt arbete - både därför att det hjälparbete för produktionen som kontoret utför inte klassificeras separat och därför att den sortens arbete är så inblandat i det övriga administrativa arbetet att de båda slagen av jobb inte kan statistikföras vart för sig - blir det nödvändigt att här uppskjuta granskningen av hela kontorskomplexet till ett senare avsnitt i boken. Detta är nödvändigt också därför att vi först måste skildra andra sidor av monopolkapitalismen. Dessa andra sidor har, som vi kommer att finna, vållat betydande förändringar både i sysselsättningen och i den arbetande befolkningens struktur.
[1] Karl Marx, Capital, vol. I (Moscow, n.d.), pp. 456-57. (I. B., s 424.)
[2] David S. Landes, The Unbound Prometheus: Technological Change and Industrial Development in Western Europe from 1750 to the Present (Cambridge and New York, 1969), p. 61.
[3] Robert B. Lindsay, The Role of Science in Civilization (New York and London, 1963), pp. 209-10.
[4] Ibid.
[5] Landes, The Unbound Prometheus, p. 104.
[6] Bernard Barber, Science and the Social Order (Glencoe, 111., 1952), p. 69.
[7] P. W. Musgrave, Technical Change, the Labour Force and Education: A Study of the British and German Iron and Steel Industries, 1860-1964 (London and New York, 1967), p. 45. See especially the chapter entitled "The Roots of Germany's Advantage".
[8] Ibid., pp. 62 et seq.
[9] Ibid., pp. 50-51.
[10] Richard Sasuly, IG Farben (New York, 1947), p. 19.
[11] J. D. Bernal, Science in History (1954; revised ed., London, 1957), p. 381.
[12] Sasuly, IG Farben, p. 25.
[13] James B. Conant, Modern Science and Modern Man (New York, 1952), p. 9.
[14] H. L. Gantt, Work, Wages, and Profits (New York, 1910), pp. 179-80.
[15] Edward C. Kirkland, Industry Comes of Age; Business, Labor, and Public Policy, 1860-1897 (New York, 1962), pp. 175-77.
[16] Lindsay, The Role of Science in Civilization, pp. 215-22; Barber, Science and the Social Order, pp. 157 et seq.; Spencer Klaw, The New Brahmins: Scientific Life in America (New York, 1968), pp. 169-70; Leonard Silk, The Research Revolution (New York, Toronto and London, 1960), p. 54; Alfred P. Sloan, Jr., My Years With General Motors (New York, 1965), pp. 248-50.
[17] Lindsay, ibid., p. 216.
[18] Ibid., pp. 216-17.
[19] National Commission on Technology, Automation, and Economic Progress, The Employment Impact of Technological Change, Appendix Volume II, Technology and the American Economy (Washington, D.C., 1966), pp. 109-19, esp. Table 8, p. 112.
[20] Landes, The Unbound Prometheus, p. 237.
[21] Se Shigeto Tsuru, "Marx and the Analysis of Capitalism", in Marx and Contemporary Scientific Thought (The Hague and Paris, 1969), pp. 322 -30.
[22] Karl Marx, Capital, vol. I (Moscow, n.d.), p. 351. (I. B., s 322.)
[23] H. L. Gantt, Work, Wages, and Profits (New York, 1910), p. 29.
[24] Herbert Marcuse, "Neue Quellen zur Grundlegung des historischen Materialismus", in Philosophie and Revolution: Aufsätze von Herbert Marcuse (Berlin, 1967), pp. 96-97; quoted by Bruce Brown, Marx, Freud and the Critique of Everyday Life (New York and London, 1973), p. 14.
[25] Karl Marx, Grundrisse: Foundation of the Critique of Political Economy (London and New York, 1973), p. 693.
[26] William Foote Whyte, Money and Motivation (New York, 1955), p. 203.
[27] Gerald Nadler, Work Design (Homewood, 111., 1963), see pp. 298-308.
[28] Ibid., p. 290.
[29] Ibid., pp. 348-51.
[30] Ibid., chapters 18 and 19.
[31] J. D. Ramsey, "The Quantification of Human Effort and Motion for the Upper Limbs", International Journal of Production Research, vol. 7, no. 1 (1968).
[32] Bruce Payne and David D. Swett, Office Operations Improvement (American Management Association, Inc., New York, 1967), p. 28.
[33] Wall Street Journal December 6, 1972.
[34] Emma Rothschild, Paradise Lost: The Decline of the Auto-Industrial Age (New York, 1973), pp. 121-22.
[35] K. J. W. Kraik, British Journal of Psychiatry, vol. XXXVIII, pp. 56-61, 142-48; quoted in Nadler, Work Design, p. 371.
[36] James R. Bright, Automation and Management (Boston, 1958), pp.16-17.
[37] Abbott Payson Usher, A History of Mechanical Inventions (1929; Boston, 1959), pp. 117-18.
[38] Karl Marx, Capital, vol. I (Moscow, n.d.), pp. 353-54. (I. B., s 324.)
[39] Usher, A History of Mechanical Inventions, p. 116; quoting Marx, ibid., p. 352.
[40] Joan Woodward, Industrial Organization: Theory and Practice (London, 1965), chapter 3, esp. pp. 37-42. See also William L. Zwerman, New Perspectives on Organization Theory (Westport, Conn., 1970), pp. 5-9.
[41] Robert Blauner, Alienation and Freedom: The Factory Worker and His Industry (Chicago, 1964), p. 8.
[42] James R. Bright, Automation and Management (Boston, 1958); and "The Relationship of Increasing Automation and Skill Requirements", in National Commission on Technology, Automation, and Economic Progress, The Employment Impact of Technological Change, Appendix Volume II, Technology and the American Economy (Washington, D.C., 1966), pp. 201-21.
[43] Ibid., p. 210.
[44] Ibid., p. 207m
[45] Charles Babbage, On the Economy of Machinery and Manufactures (1832; rept. ed., New York, 1963), p. 54.
[46] Frank Lynn, Thomas Roseberry, and Victor Babich, "A History of Recent Technological Innovations", in National Commission, The Employment Impact of Technological Change, p. 88.
[47] Ibid., p. 89.
[48] Loc.cit.
[49] Business Week, September 9, 1972, pp. 93-94.
[50] Henry R. Towne, Foreword to Shop Management; in Frederick Taylor, Scientific Management (New York and London, 1947), pp. 5-6.
[51] Spencer Klaw, The New Brahmins: Scientific Life in America (New York, 1968), p. 192.
[52] William C. Leone, Production Automation and Numerical Control (New York, 1967), pp. 71-73.
[53] Advertisement by Computer Machining Technology in American Machinist, November 13, 1972, p. 33.
[54] Lloyd T. O'Carroll, "Technology and Manpower in Nonelectrical Machinary", Monthly Labor Review (June 1971), p. 61.
[55] Leone, Production Automation and Numerical Control, p. 81.
[56] Donald N. Smith, "NC for Profit and Productivity", American Machinist, October 16, 1972, p. 71.
[57] Business Week, September 9, 1972, p. 94.
[58] Quoted in Cahiers du Mai, no. 38 (November 1972), p. 15.
[59] Alfred Marshall, Industry and Trade (London, 1919), p. 212.
[60] Business Week, September 9, 1972, p. 80.
[61] Siegfried Giedion, Mechanization Takes Command (New York, 1948), p. 198.
[62] U.S. Dept, of Labor, Technological Trends in Major American Industries, Bulletin No. 1474 (Washington, 1966), pp. 45-46.
[63] Loc. cit.
[64] Ibid., p. 114.
[65] Ibid., p. 117.
[66] Morris A. Horowitz and Irwin L. Herrenstadt, "Changes in the Skill Requirements of Occupations, in Selected Industries", in National Commission, The Employment Impact of Technological Change, pp. 227, 287.
[67] Bright, "Automation and Skill Requirements", in ibid., p. 220.
[68] James R. Bright, Automation and Management (Boston, 1958), pp. vii, 9, 9n.
[69] Ibid., pp. 186-87.
[70] The three charts are reproduced from Bright, "Automation and Skill Requirements", pp. 210, 214, and 217, with the permission of the Harvard Business Review where they appeared originally.
[71] Bright, Automation and Management, p. 188.
[72] Bright, "Automation and Skill Requirements", p. 208.
[73] Ibid., p. 216.
[74] Loc. cit.
[75] Loc. cit.
[76] John I. Snyder, Jr., "The Myths of Automation", American Child (January 1964), p. 2.
[77] Gerald Nadler, Work Design (Homewood, 111., 1963), pp. 485-87.
[78] Blauner, Alienation and Freedom, pp. 144-45.
[79] Ibid., pp. 158, 160.
[80] Monthly Labor Review (October 1972), p. 57.
[81] Georges Friedmann, The Anatomy of Work (London, 1961, and New York, 1964), pp. 5-6.
[82] Woodward, Industrial Organization, pp. 63-64.
[83] Marx, Capital, vol. I, pp. 393-99. (I. B., s 368.)
[84] Jacques Ellul, The Technological Society (New York, 1964), p. 5.
[85] Capital, vol. I, p. 77. (I. B., s 63.)
[86] Georges Friedmann, Industrial Society (Glencoe, 111., 1955), p. 384.
[87] Capital, vol. I, p. 458. (I. B., ss 425-426.)
[88] Ibid., p. 398.
[89] Bernard Barber, Science and the Social Order (Glencoe, 111., 1952), p. 70.
[90] Edwin Mansfield, "Technological Change: Measurement, Determinants, and Diffusion", in National Commission on Technology, Automation, and Economic Progress, The Employment Impact of Technological Change, Appendix Volume II, Technology and the American Economy (Washington, D.C., 1966), p. 100.
[91] P. K. Whelpton, "Occupational Groups in the United States, 1820-1920", Journal of the American Statistical Association (September 1926), p. 335; Alba M. Edwards, Sixteenth Census Reports, Comparative Occupation Statistics for the United States, 1870-1940 (Washington, 1943), chapter XIII; U.S. Bureau of Labor Statistics, Handbook of Labor Statistics 1972, Bulletin 1735 (Washington, 1972), p. 89.
[92] Reinhard Bendix, Work and Authority in Industry (New York, 1956, 1963), p. 214 (as computed from Seymour Melman, "The Rise of Administrative Overhead in the Manufacturing Industries of the United States, 1899-1947", Oxford Economic Papers, vol. III [1951], p. 66).
[93] George E. Delehanty, Nonproduction Workers in U.S. Manufacturing (Amsterdam, 1968), pp. 50-55.
[94] Ibid., p. 66.
[95] Ibid., p. 142.
[96] Robert Perrucci and Joel E. Gerstl, The Engineers and the Social System (New York and London, 1969), p. 53.
[97] David M. Blank and George J. Stigler, The Demand and Supply of Scientific Personnel (New York, 1957), pp. 21, 25.
[98] James R. Bright, Automation and Management (Boston, 1958), p. 96.
[99] Robert H. Cushman, "Using Computer Aided Design to Talk to Machines in the Factory", EDN (Electrical Design News), August 15, 1972, pp. 28-32.
[100] Börje Langefors, "Automated Design", in Robert Colborn, ed., Modern Science and Technology (Princeton, N.J., 1965), p. 699.
[101] B. C. Roberts, Ray Loveridge, John Gennard, J. V. Eason, et al., Reluctant Militants: A Study of Industrial Technicians (London, 1972), p. 7; William M. Evan, "On the Margin-The Engineering Technicians", in Peter L. Berger, ed., The Human Shape of Work: Studies in the Sociology of Occupations (New York, 1964), Table I, p. 104.
[102] Occupational Outlook Quarterly (Fall 1973), p. 28; Paul O. Flaim and Nicholas I. Peters, "Usual Weekly Earnings of American Workers", Monthly Labor Review (March 1972), p. 33.
[1*] Om den teknik som utvecklades i England under 1700-talet skriver David S. Landes: "Detta får inte förväxlas med vetenskap, hur stora ansträngningar man än gjort för att förbinda den industriella revolutionen med den vetenskapliga revolutionen under 1500- och 1600-talet. Förbindelselänken dem emellan tycks ha varit utomordentligt osäker. Båda företeelserna återspeglade ett växande intresse för naturens och materialens fenomen och ett bättre systematiserat grepp på empirisk forskning. Om något med säkerhet kan sägas så är det att de vetenskapliga kunskapernas tillväxt i hög grad berodde på teknologins prestationer och framsteg. Strömmen av idéer och metoder var mycket stridare från teknologin till vetenskapen än i den motsatta riktningen, och detta förhållande bestod ett gott stycke in på 1800-talet."[2]
[2*] Amerikanaren James B. Conant har berättat följande historia: "Vid tiden för vårt inträde i första världskriget uppsökte en representant för the American Chemical Society dåvarande krigsministern Newton Baker och ställde organisationens kemister till hans och landets förfogande. Ministern bad få tänka på saken till följande dag, och när representanten då återkom fick han höra att ministern uppskattade erbjudandet men att han ändå måste avböja det sedan han undersökt frågan och funnit att krigsdepartementet redan förfogade över en kemist!"[13]
[3*] The Hatch Act var, som namnet antyder, en "utvecklingslag" för jordbruket med syfte att främja agrikulturell forskning, sörja för teknisk-vetenskaplig utbildning av farmare och agronomer, upprätta mönstergårdar och experimentstationer m.m. (ö.a.)
[4*] Efterhand som kostnaderna för forskning och utveckling vuxit har ett typiskt mönster för å ena sidan finansieringen, å andra sidan verkställigheten och kontrollen av FoU-arbetet utbildats. Större delen av all forskning i USA finansieras av staten, men den utförs och kontrolleras av de enskilda företagen. I början av 1960-talet utförde sålunda privatföretagen 3/4 av allt FoU-arbete, det mesta av ingenjörsteknisk och naturvetenskaplig art, medan den federala regeringen svarade direkt för 3/5 av kostnaderna och för resten indirekt genom skatteavskrivningar.[19]
[5*] I ekonomisk terminologi avses med positiva "externa effekter" (external economies) en gynnsam effekt för en individ eller ett företag som härrör från andra individers eller företags handlande. Exempel: Om samhället bygger en väg eller en bro kan detta leda till minskade transportkostnader för företag och enskilda trafikanter som utnyttjar vägen eller bron och som tidigare nödgats begagna en längre och kanske sämre väg för sina transporter och förflyttningar.
Negativa "externa effekter" (external diseconomies) är naturligtvis motsatsen till positiva. Exempel: hälsorisker i samband med bilars avgasutsläpp. (ö.a.)
[6*] I "Grunddrag till kritiken av den politiska ekonomin" skriver Marx att när villkoren för ett automatiserat maskinsystem är helt förverkligade "har produktionsprocessen upphört att vara en arbetarnas process i den meningen att den domineras av dem i deras egenskap av styrande enhet".[25]
"Grunddragen" består av en serie monografier som Marx skrev för eget bruk och som en förstudie till "Kapitalet". I denna skrift tillät sig Marx att spekulera mera fritt än i de arbeten som han höll på med och som var avsedda att publiceras. Avsnitten om arbete och produktion i "Grunddragen" är utomordentligt intressanta, och trots att praktiskt taget allt som sägs därom återfinns i mera utarbetad och slutgiltig form i "Kapitalet" så utgör den ovan citerade satsen ett undantag. Den är en av de mera suggestiva iakttagelser som inte, så vitt jag känner till, fått plats i något av Marx' offentliggjorda arbeten.
[7*] MTM-studier av ögonrörelser utvecklades i början av 50-talet, då expansionen av kontorsarbetet gjorde det nödvändigt att låta arbetsstudierna omfatta inte enbart manuellt arbete på verkstadsgolvet. I kontorsarbete liksom överhuvudtaget i arbete med intellektuella inslag är ögonrörelser av särskild betydelse.[29]
[8*] Uppkallad efter den österrikiske 1800-talsfysikern Christian Doppler. Denna princip säger att ljud utsänt från en kropp i rörelse, t.ex. en tutande ambulansbil, uppfattat av en stillastående lyssnare, får en annan tonhöjd än den verkliga: tonen sjunker när ljudkällan avlägsnar sig. Ö.a.
[9*] Två managementforskare och MTM-experter vid namn Payne och Swett - namn som förefaller hämtade från en berättelse av Dickens - har slagit fast att den väsentligaste vinsten av rörelse-tid-studierna och deras standarddata ligger i "deras gynnsamma inverkan på förbindelserna mellan arbetare och arbetsledare". Det är deras förskönande omskrivning av innebörden i den procedur som något utförligt beskrivits härovan.[32]
[10*] Denna metod praktiserades av monteringsdivisionen vid General Motors med början år 1968, då en stor omorganisation av både verkstäder och kontor sattes igång. Resultatet blev att antalet anställda minskades medan samtidigt antalet arbetsuppgifter för varje anställd ökades. Parallellt härmed tillsattes flera arbetsledare med uppgift att övervaka omorganisationen och sörja för att de högre prestationsnormer som beslutats blev uppfyllda. Det var denna omorganisation som ledde till de mycket omtalade strejkerna vid GM-anläggningarna i Norwood i Ohio och i Lordstown i samma delstat. Norwoodstrejken varade 174 dagar, Lordstownstrejken endast 21 dagar, men det var den sistnämnda konflikten som tilldrog sig massmedias hela uppmärksamhet, troligtvis därför att den ansågs vara igångsatt av den mycket ungdomliga arbetskraften vid denna fabrik; i Norwood förelåg inte denna ur journalisternas synpunkt intressanta omständighet.[33] Efter strejkernas slut förklarade GM:s vice president att omorganisationen vållat öppna konflikter vid åtta av de tio berörda fabrikerna. "Jag överdriver inte", förklarade han, "jag bara konstaterar ett historiskt faktum."[34]
[11*] Detta är en beskrivning av det teoretiska "idealsystem" som företags- och arbetsledningar eftersträvar, och den återger naturligtvis inte förhållandena sådana de i verkligheten gestaltar sig. I vår beskrivning har vi inte tagit hänsyn till att arbetare är ett upproriskt släkte och att produktionstakten i ett företag bestäms av en praxis, som oftast framgått ur en kamp mellan arbetsmarknadens parter, organiserad eller oorganiserad. Liksom det döda maskineri som företagsledarna ansvarar för uppvisar slitningar och friktioner så gör även det mänskliga maskineriet. Problemet sådant det gestaltar sig för företagens ledningar har på ett bra sätt sammanfattats av James R. Bright vid Harvard Business School:
"... Under tiden har man fortsatt eller försökt fortsätta att finslipa människan som maskinverktyg. Flertalet tidigare försök i den riktningen har gått ut på att bryta sönder arbetarens jobb för att på så sätt göra hans handlande så maskinmässigt som möjligt. Företagsledare och tekniker har prövat på att förverkliga detta mål genom egenmäktigt fastställda regler för arbetskvoter och prestationsnormer, genom mekaniska apparater som indexmaskiner och hastighetsregulatorer på transportband, genom olika stimulansmedel som vinstandelsplaner och s.k. incentivsystem - samt genom musik i jobbet. Allt detta är i grund och botten ingenting annat än försök att förmå folk att hålla en önskvärd, konstant hög effektivitet på sådana punkter i produktionslinjen där maskiner inte är tillgängliga eller ställer sig oekonomiska. Med andra ord, det är ett sätt att tillämpa den gamla "cloture-paragrafen" på det mänskliga elementet i ett produktionssystem. Liksom en "cloture" tvångsmässigt sätter punkt för en parlamentarisk debatt som talarna drar ut på tiden för att förhindra beslut, så har de åtgärder, som nu nämnts, till syfte att förekomma obstruktion i produktionen. Men sådana åtgärder leder oundvikligen till misslyckanden. Som "motsträviga krafter" i produktionens supersystem är människorna inte mekanistiskt pålitliga. De beter sig ingalunda alltid på önskvärt sätt, och inte heller kan de tvingas att göra det. Ett produktionstänkande efter de här linjerna gör klart varför "automationen" i fabrikerna inte har kommit automatiskt. I den s.k. automationsfabriken är långt ifrån allting automatiserat. Bara en del av dess produktionsuppgifter har kunnat tvingas in under mekaniseringen. Fortfarande behövs det människor för att fylla ut de luckor som mekaniseringen lämnar kvar när en maskinmässig kontroll och styrning inte kan åstadkommas av såväl tekniska som ekonomiska skäl."[36]
[12*] Samma definition begagnas ofta av managementforskningen, när den vill ge en övergripande analys av mekanismerna på en arbetsplats. Även där sker en begränsningsprocess som syftar till att eliminera varje tänkbar rörelse (från arbetskraftens sida) utom den enda önskvärda. Arbetarna själva blir alltså på så sätt underkastade kriteriet för den perfekta maskinen.
[13*] I den tekniska litteraturen däremot försvinner arbetaren i regel utom synhåll, vilket beror på att denna litteratur är skriven på det egendomligt passiva språk som kommer arbetsoperationerna att framstå som uppkomna ur maskinens egna prestationer utan någon som helst mänsklig inblandning.
Det är i sammanhanget värt notera att Usher, när han skall leta fram Marx' maskindefinition, fastnar för ett stycke där Marx, innan han griper sig an med själva analysen, gör några antydningar om att maskinen består av huvudsakligen tre delar, motormekanismen, överföringsmekanismen och maskinens verktyg.[39] Det är typiskt för den tekniskt sinnade läsaren att han fastnar för ett sådant textavsnitt, alltså den rent tekniska beskrivningen, medan han helt förbigår det väsentliga som sägs, nämligen maskinens verkningar på arbetsprocessen och därmed på arbetaren.
[14*] Ambrose Bierce (1841-1914?), amerikansk tidningsman och satiriker, författare till misantropiska historietter som i den engelsktalande världen förskaffade honom öknamnet - eller smeknamnet - "Bitter Bierce".
[15*] "En av maskinens stora fördelar är att den kan motverka mänskliga brister, som vårdslöshet, lättja och oärlighet", skrev Babbage i sin bok On the Economy of Machines and Manufactures.[45]
[16*] Med numerisk styrning menas den kontroll över arbetsförlopp och arbetsverktygs rörelser som vanligen åstadkoms med hjälp av hålkort, där erforderliga data, angivna av stansade hål, ger siffror (t.ex. 2,375 tum) för avstånd längs tre axlar, och på så sätt styr verktyget till vilken som helst punkt på en tredimensionell kropp.
[17*] Produktivitetsmålen för automatisk verktygsstyrning karakteriseras i en specialartikel i Business Week på följande sätt: "Färre verktygsdelar, mindre utbildad arbetskraft, lägre arbetskostnader och färre tillverkningssteg".[49]
[18*] Att ingenjörer och planerare tänker på detta sätt står klart för envar, som är det ringaste förtrogen med den företagspraxis som utbildats från 1800-talets början. En av pionjärerna för rationell verkstadsledning, Henry R. Towne, yttrade i ett föredrag år 1886 inför the American Society of Mechanical Engineers: "Namnchiffret i våra nationella initialer, som också är symbolen för vår myntenhet, dollarn, är nästan lika allmänt förknippat med en ingenjörs kalkyler som de symboler vilka anger fot, minuter, skålpund och gallons." Vid ett annat tillfälle förklarade han: "Dollarn är den slutliga storheten i nästan varje ekvation som en ingenjör får att lösa."[50] Det kan också vara värt att citera ett mera färskt yttrande fällt av en kemist: "Jag har faktiskt upphört att intressera mig för problem som inte innesluter ekonomiska hänsynstaganden. Jag har kommit att betrakta ekonomi som varje annan variabel nödvändig att ta hänsyn till när man studerar ett orsak-verkan-förhållande; där finns tryck, där finns temperatur och där finns dollarn."[51]
[19*] Ahab var konung i Israel under profeten Elias tid och beskrivs i Första konungaboken som den kung "som gjorde mera ont i Herrens ögon än någon annan av dem som varit före honom".
[20*] Det händer dock att även folk, som aldrig tvivlat på kapitalismens s.k. nödvändighet, glimtvis grips av oro och börjar drömma om ett vänligare och på väsentligheter inriktat samhälle. Men de förvisar snabbt sådana drömmar "av praktiska skäl". Den engelske nationalekonomen Alfred Marshall lät vid ett tillfälle undslippa sig följande ord:
"Om hela världen vore befolkad av ett enda folk besjälat av de högsta mål skulle man otvivelaktigt göra rätt i att sätta stopp för den utarmning av yrkesskickligheten som pågår, även om detta skulle medföra en långsammare tillväxt i ekonomin och färre materiella nyttigheter. Men i verkligheten förhåller det sig så att England inte kan existera med mindre det är i stånd att importera livsmedel och råmaterial i utbyte mot industriprodukter som det exporterar. Det kan bevara sina utlandsmarknader endast genom att utnyttja de mest effektiva tillverkningsmetoderna."[59]
Det hedrar Marshall att han ser på samhället ur mänsklig synvinkel och talar om mänsklighetens "högsta mål". Men han avstår raskt från den visdomen av hänsyn till den brittiska kapitalismens lägsta mål.
[21*] Horowitz och Herrenstadt förtjänar erkänsla för att de över huvud taget genomfört en sådan här undersökning, men innehållet i deras uppsats är lika värdelöst som den litteratur de granskar och kritiserar. De försök de själva gör att beskriva vilka egenskaper arbetarna behöver ha för att motsvara "de förändrade jobbens krav", bygger uteslutande på de beskrivningar av olika arbetsuppgifters innehåll som återfinns i andra och tredje upplagan av Dictionary of Occupational Titles, utgivna av amerikanska arbetsdepartementet år 1949 resp. år 1965. En mer ofruktbar och gagnlös läsning kan knappast tänkas, och de två författarna kommer också efter tjogtals sidor med tabeller och statistik till ett tämligen magert resultat. De nödgas nämligen dra den slutsatsen, att "nettoförändringen av yrkeskraven under de undersökta femton åren varit anmärkningsvärt liten", och att den dessutom framstår som alltför osäker för att tillåta slutsatser om den genomsnittliga yrkesskickligheten.[66]
[22*] John I Snyder, president i U S Industries Inc, en organisation som omfattar tillverkare av automatiska maskiner och kontrollsystem, skriver om dessa spörsmål: "En allmänt spridd myt gör gällande att automation skapar nya jobb både på tillverkningssidan och underhållssidan. Detta kan vara sant i viss utsträckning, men inte i så hög grad som man vill göra gällande. I inledningsskedet formligen ynglade de automatiska maskinerna av sig och de var ofta infekterade med diverse 'orenligheter'. Men efter en inledande grundlig 'avlusning' kräver detta maskinbestånd numera mycket litet underhåll."[76]
[23*] Det är typiskt för bourgeoisins ideologer, vare sig de ser optimistiskt eller pessimistiskt på maskinsystemet, att de tolkar det kapitalistiska produktionssättet som uteslutande ett resultat av maskinerna. Jacques Ellul, som i dag är en av pessimisternas ledare, ger ett fullständigt klart uttryck för denna ståndpunkt. Han skriver:
"Det är meningslöst att okväda kapitalismen. Den har inte skapat vår värld. Det är maskinen som gjort det ... Maskinen intog sin plats i en social miljö som inte var gjord för den. Därför har den skapat det inhumana samhälle vari vi nu lever."
Men vad var denna "sociala miljö" om inte kapitalism? Menar Ellul att det bara var av en slump som maskinen intog sin plats i denna miljö? Utformades inte kapitalismen och kapitalismens sätt att bruka maskinen av samma historiska process som skapade maskinen? De godtyckliga premisser som Ellul utgår ifrån står helt i överensstämmelse med hans artificiella synsätt i övrigt. Hans enda syfte är att fritaga kapitalismen från allt ansvar. Kanske är det därför EIluls skrifter blivit så populära i liberalistiska kretsar.[84]
[24*] På denna punkt gör Georges Friedmann för en gångs skull ett klart och otvetydigt uttalande. Han skriver:
"Automationens teori inger förhoppningen att obehagliga arbeten skall försvinna, att arbetare, som till följd av teknologiska framsteg blivit friställda och överförda till mindre avancerade och stagnerande låglöneindustrier, skall kunna återbördas till sina tidigare sysselsättningar, och att arbetarna skall kunna återinsättas i sina forna rättigheter som produktionsmedlens tillverkare och handhavare för att på nytt bli kreativa, hela människor. Men dessa automationsteoretikernas drömmar har ständigt blivit grymt krossade till följd av den utveckling som de kapitalistiska samhällena undergått under det innevarande seklet."[86]
[25*] Ett av Marx' uttalanden om denna kapitalismens tendens har så ofta vantolkats att det bör citeras och kommenteras här. Yttrandet lyder:
"Modern storindustri gör genom sina upprepade katastrofer det nödvändigt för oss att som en fundamental produktionslag erkänna behovet av arbetsombyte, och därmed erkänna arbetarens förmåga att uträtta olika arbeten samt möjlighet att till fullo uveckla sina olika anlag. Det blir för samhället en fråga om liv eller död att ersätta dagens detaljarbetare, invalidiserad genom livslång upprepning av en och samma triviala arbetsoperation och därigenom förvandlad till ett människofragment, med den hela, fullt utvecklade individen, kapabel att genomföra många arbetsuppgifter, i stånd att uppfylla ändrade produktionskrav och villig att betrakta de olika sociala funktioner, som han sätts att sköta, som lika många möjligheter att ge fritt utlopp för sina medfödda och förvärvade egenskaper."[87]
Lösryckt ur sitt sammanhang har detta uttalande tolkats som om Marx förutsåg att kapitalismens fortsatta utveckling skulle ge storindustrin möjlighet att skapa en "uppfostrad" och tekniskt duglig arbetarklass. Detta var inte alls Marx' mening, vilket läsningen av hela det berörda textavsnittet gör klart. För honom stod kapitalismen i strid med den tendens inom den moderna industrin som skulle kunna möjliggöra tillkomsten av en ny typ av arbetare, "en hel och fullt utvecklad individ". Vad han i det citerade uttalandet säger är helt enkelt att samhället självt hotas av undergång om det inte gör sig kvitt det kapitalistiska systemet. Men ju mer den moderna, på teknologi baserade industrin gör detta system förlegat, desto envisare kämpar det för sin existens och försöker t.o.m. förstärka sina förlegade metoder för att stycka upp arbetet. På ett annat ställe skriver han: "Trots att det gamla systemet för arbetsdelning tekniskt talat kastats överbord av maskinerna, klamrar det sig alltjämt fast i fabrikerna som ett arv från manufakturen, i efterhand systematiskt omstöpt av kapitalet till ett medel för en ännu långt avskyvärdare form av arbetsexploatering." På samma ställe tillfogar han en fotnot, där han angriper Proudhon för att denne tolkat maskinsystemet som en syntes av detaljoperationerna, åstadkommen till gagn för arbetarna.[88]
Allt vad Marx skrev i detta ämne gör klart att han inte väntade sig att vare sig kapitalismen, teknologin eller maskinerna sådana de utnyttjas av kapitalismen skulle komma att öka arbetarnas tekniska kunskaper, deras teknologiska insikter eller deras arbetskompetens. Han väntade sig raka motsatsen.
[26*] Den s.k. Detroit-automationen, som år 1927 började tillämpas av Morris Motors, ansågs oekonomisk därför att den kom vid en tidpunkt då det relativa priset på arbetskraft var lågt.[90]
[27*] Tabellen är uppställd i tre delar, därför att det inte finns en sammanhängande serie som täcker de 150 åren och som bygger på samma statistiska metoder. De första två sektionerna i tabellen har konstruerats av resp. P. K. Whelpton år 1926 och Alba Edwards år 1943, och de bygger på folkräkningsdata. Den tredje sektionen härrör från Bureau of Labor Statistics och bygger på dess månatliga lönestatistik. Trots bristen på en enda sammanhängande serie konstruerad enligt samma metod och trots den bristande tillförlitligheten i äldre statistik är trenden klar både när det gäller antal och procenttal.[91]
[28*] Förenta staternas folkräkningsuppgifter beträffande förhållandet mellan icke direkt i produktionen sysselsatta anställda och produktionsarbetare visar en klar trend uppåt med början 1899, varierande under olika år men med fullt klar riktning. Till den slutsatsen kommer George E. Delehanty, som gjort en av de mest grundliga undersökningar som företagits i ämnet. Delehanty understryker, att de serier som härrör från Bureau of Labor Statistics och som följer andra principer ger en annan bild, med en uppgående trend fram till 1952 och därefter en nedgående trend. Efter att ha analyserat båda serierna konstaterar Delehanty att det på basis av tillgängliga statistiska data är omöjligt att ge företräde åt den ena eller den andra serien.[93]
[29*] Det bör observeras att det består en betydande skillnad mellan europeisk och amerikansk praxis när det gäller utnyttjandet av tekniker. En nyligen gjord undersökning slår fast att den brittiska industrin har 4,7 tekniker på varje ingenjör, medan den motsvarande amerikanska siffran är så låg som 0,62. Även de franska och tyska siffrorna ligger högt i förhållande till den amerikanska siffran, om än inte så högt som i England: i båda de nämnda kontinentala länderna går det 2,5 tekniker på en ingenjör. Detta måste tolkas så att yrkesbeteckningarna "ingenjör" resp. "tekniker" är viktiga i Europa och relativt betydelselösa i Amerika. Det innebär också att vilken betydelse man än tillskriver den nämnda yrkesklassificeringen i Europa så kan den inte automatiskt överföras till att gälla även i USA.[101]
[A*] Hänför sig till operatör, ej till uppsättare
[B*] Avser ansvar för maskiners, produkters och människors säkerhet.
[C*] Avser arbetarens möjlighet att öka produktionen genom extra insats av ansträngning, skicklighet och omdöme.